










 EN
EN
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 SR
SR
 SK
SK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 BE
BE
 HY
HY
 KA
KA
 UR
UR
 BN
BN
 MN
MN
 KK
KK
 SU
SU
 TG
TG
 UZ
UZ
 KU
KU
 KY
KY

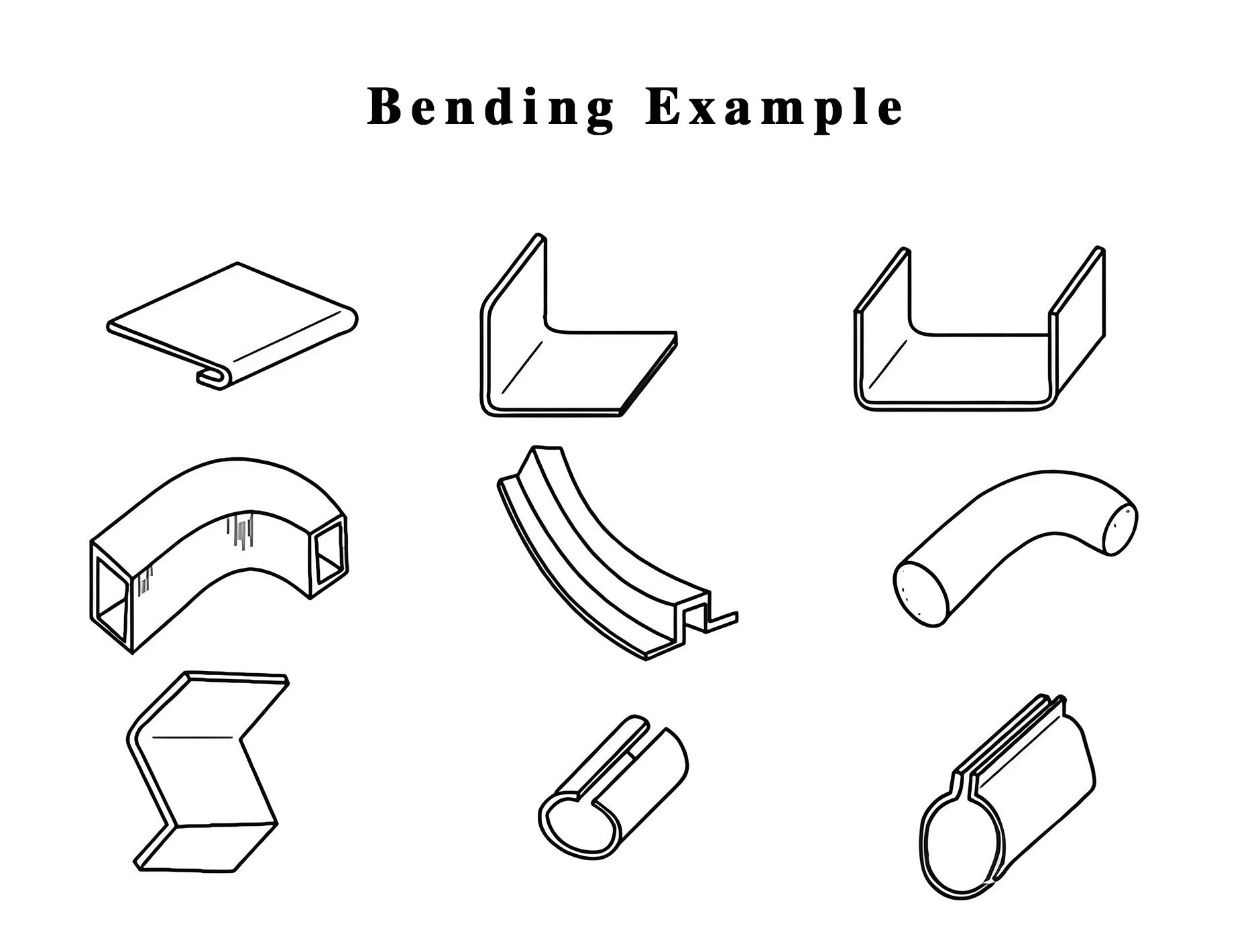
Հասարակության զարգացման հետ մեկտեղ տարբեր ձևերով փոխվում են նաև մեզ անհրաժեշտ ապրանքների ձևերը: Դրանցից առավել տարածված է մետաղի կռումը, այդ թվում՝ թիթեղի ճկումը, խողովակի ծռումը, թիթեղի կլորացումը, պրոֆիլի արտամղումը և այլն։
Ի՞նչ գործընթացներ է ունենում թիթեղների կռումը:
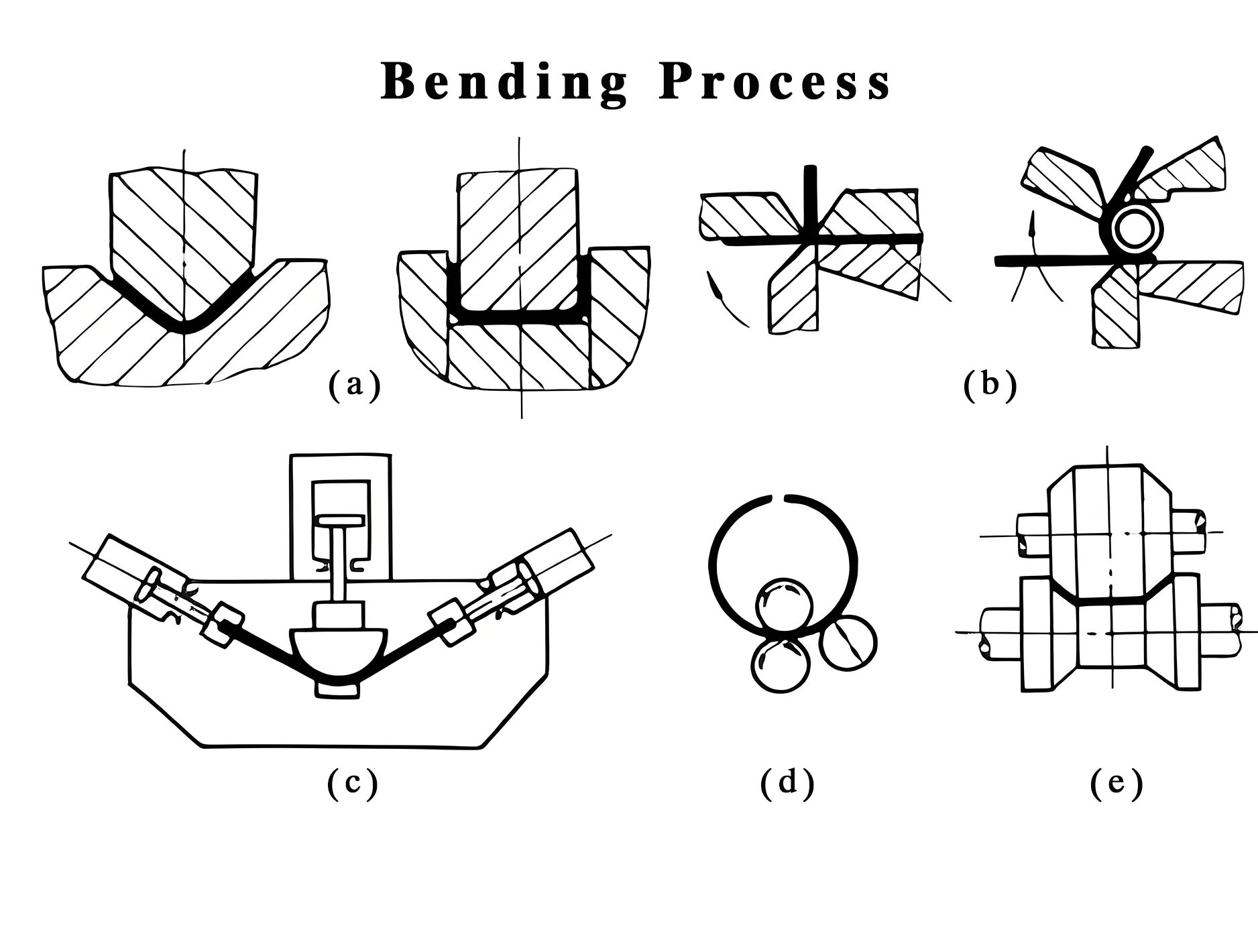
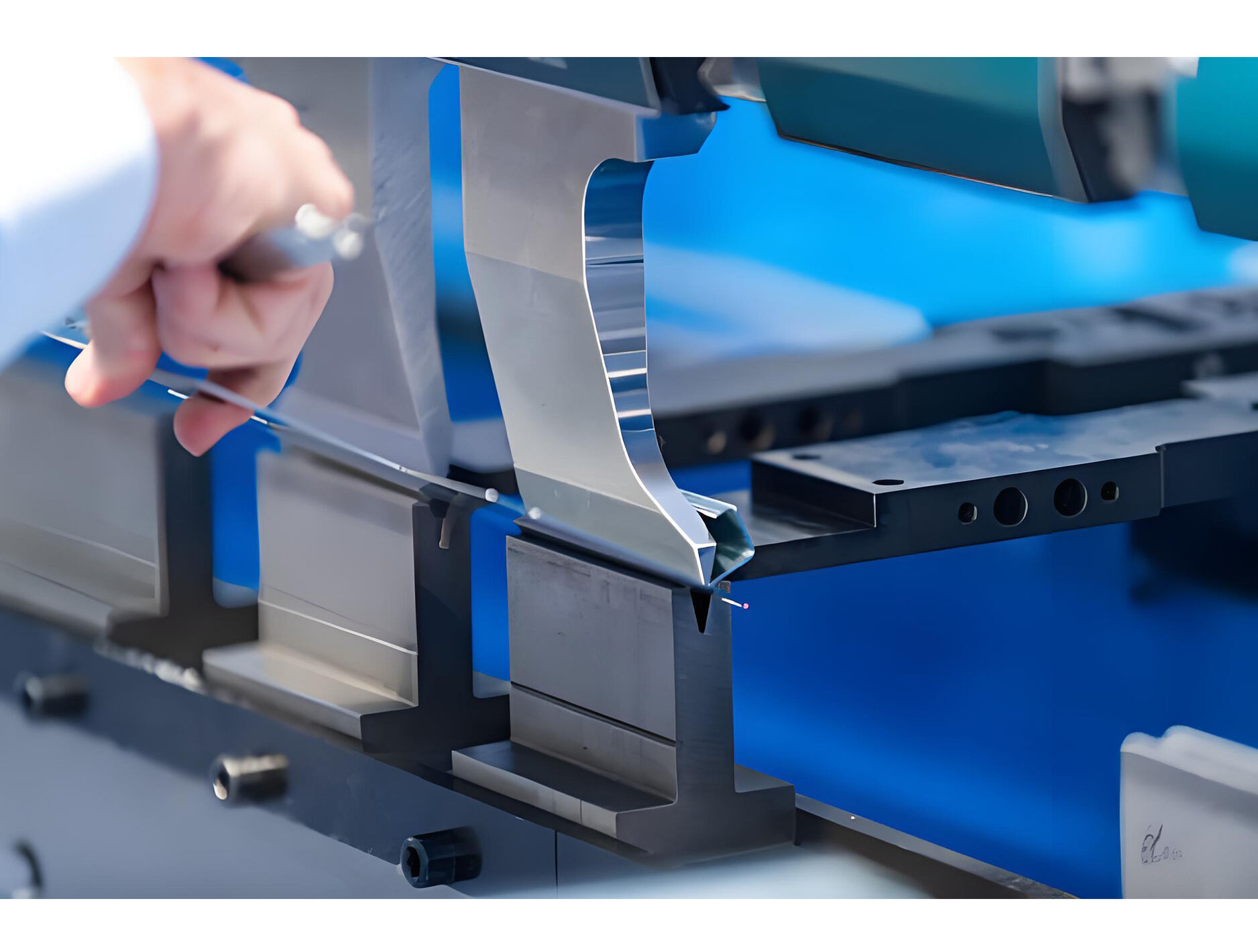
1. Սովորական կռում. Սովորական կռում է սեղմված արգելակի միջոցով մետաղական թերթիկը 90°-ով թեքելու համար:
2. Հարթեցնող ճկում. թիթեղը սկզբում թեքեք 30°-ով, այնուհետև հարթեցրեք 30° անկյունը: Այս տեսակի ճկման համար անհրաժեշտ է սուր դանակի վերին թաղանթ և հարթեցնող վերին ձող: Հարթեցման ճկման նպատակը մետաղի թիթեղի ընդհանուր ամրության բարձրացումն է:
3. Ծխնի կռում. ծխնի ձևավորելու համար մի քանի թեքություններ կատարելու համար պահանջվում է հատուկ կաղապար:
4. Միանգամյա ձևավորման ճկում. արդյունավետությունը առավելագույնի հասցնելու համար ձևավորող կաղապարը կարող է պատրաստվել արտադրանքի ձևի հիման վրա, իսկ թիթեղի արտադրանքի վերջնական ձևը կարելի է ձեռք բերել միայն մեկ թեքումով:
5. Աղեղի կռում. այս ճկման երկու եղանակ կա: ա) Հաշվեք յուրաքանչյուր քայլի ճկման անկյունը և X առանցքի չափը՝ ըստ արտադրանքի աղեղի չափի, կատարեք բազմաքայլ ճկում և վերջապես թեքեք աղեղը։ Սա ամենաարդյունավետ մեթոդն է, բայց արդյունավետությունը բարձր չէ և դժվար է. բ) Թույլ տվեք արտադրողին հարմարեցնել աղեղի կաղապարը ուղղակիորեն՝ ըստ թիթեղյա արտադրանքի աղեղի չափի: Այս մեթոդն ավելի արդյունավետ է, և արտադրանքի որակն ու տեսքը նույնպես բարելավվում են:
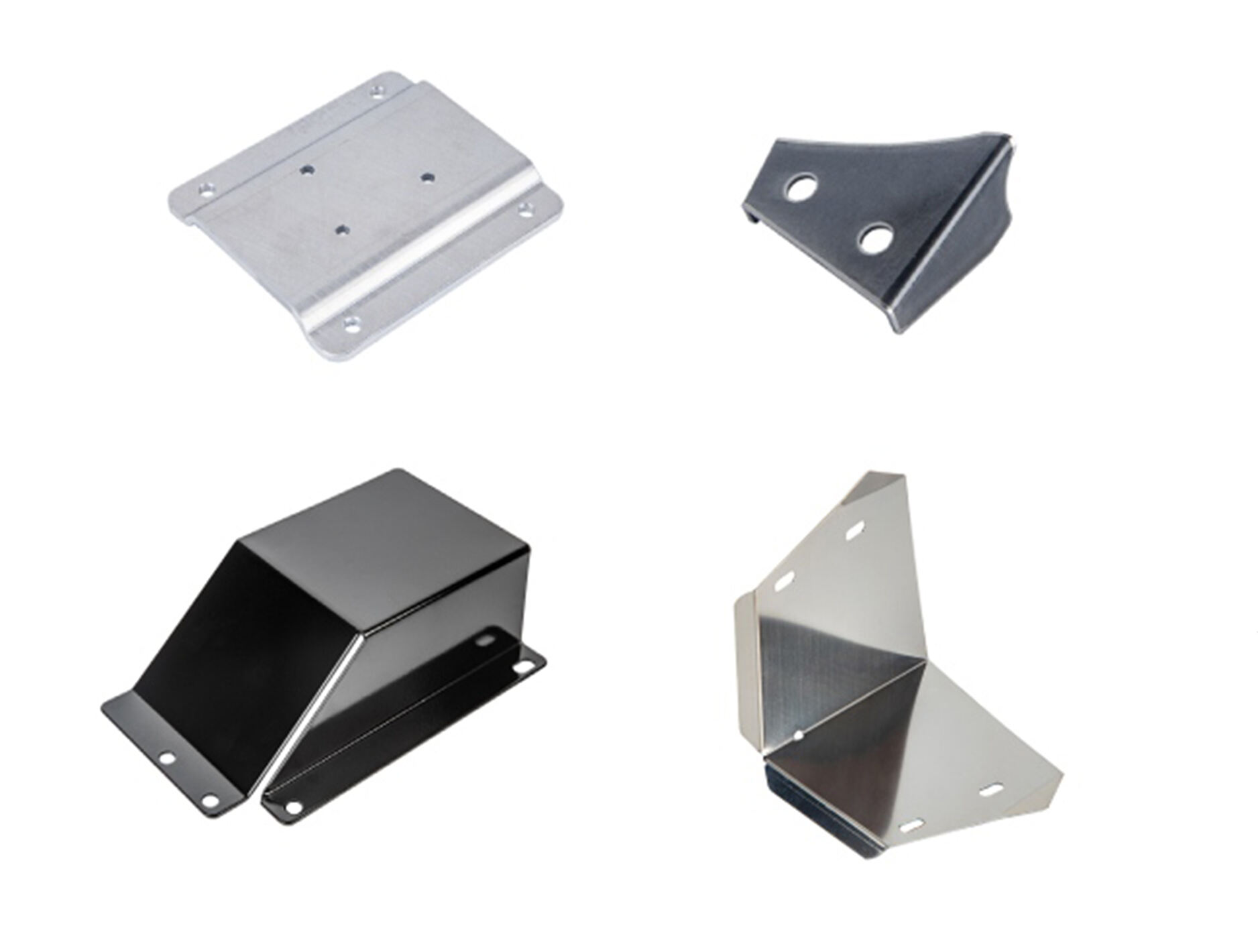
Չժանգոտվող պողպատի կռում.
Որպես բարձր ամրության և կոռոզիոն դիմացկուն մետաղական նյութ, չժանգոտվող պողպատը լայնորեն օգտագործվում է բազմաթիվ արդյունաբերական ոլորտներում: Այնուամենայնիվ, չժանգոտվող պողպատը թեքելու համար սեղմիչ արգելակ օգտագործելիս, հաճախ հանդիպում են որոշ խնդիրներ: Ստորև ներկայացված է ամփոփագիրը և տրված են համապատասխան լուծումներ։ Հուսով եմ, որ դա օգտակար կլինի ձեզ համար:
1. Մակերեւութային քերծվածքներ
Չժանգոտվող պողպատը հակված է մակերեսային քերծվածքների և քերծվածքների ճկման գործընթացում: Հիմնական պատճառները ներառում են.
- Սարքի մաշվածություն կամ ոչ պատշաճ ձևավորում
- Չափազանց շփում աշխատանքային մասի և սարքի միջև
- Փոշին կամ օտար նյութը աշխատանքային մասի մակերեսին
- Կաղապարի անցքը չափազանց փոքր է
Լուծումներ:
- Պարբերաբար ստուգեք և փոխեք ամրացումը
- Օպտիմալացնել հարմարանքների դիզայնը, որպեսզի կրճատվի աշխատանքային մասի և սարքի միջև շփման տարածքը
- Աշխատանքային մասի և կաղապարի մակերեսը մաքուր պահեք և պարբերաբար մաքրեք մակերեսի օտար նյութերը
- Բարձր պահանջներ ունեցող ապրանքների համար խորհուրդ է տրվում օգտագործել անհետք ճկման կաղապար կամ անհետք թաղանթ

2. Նյութի դեֆորմացիան, ճկման անկյունը չի համապատասխանում ստանդարտին
Չժանգոտվող պողպատը հակված է դեֆորմացմանը ճկման գործընթացում: Հիմնական պատճառները ներառում են.
- Նախնական ճկման քանակի ոչ ճիշտ հաշվարկ
- Չժանգոտվող պողպատի չափազանց մեծ ետադարձ ուժ
- Կաղապարի կտրվածքի ոչ պատշաճ ընտրություն
Լուծում
- Ճշգրիտ հաշվարկել նախնական ճկման ճնշումը՝ ըստ թիթեղի մետաղի բնութագրերի
- Կռացող մեքենան պետք է հագեցած լինի մեխանիկական փոխհատուցման գործառույթով, ինչը մեծապես կբարելավի արտադրանքի ուղիղությունն ու գեղագիտությունը:
- Նախ կտրեք չժանգոտվող պողպատը, ապա թեքեք այն, ինչը մեծապես կբարելավի արտադրանքի ուղիղությունն ու գեղագիտությունը, ինչպես նաև կնվազեցնի ճկման մեքենայի կորուստը:
Ամփոփելով, չժանգոտվող պողպատը մշակելու համար կռացող մեքենա օգտագործելիս անհրաժեշտ է հաշվի առնել բազմաթիվ գործոններ, ինչպիսիք են նյութի հատկությունները, գործընթացի պարամետրերը, սարքավորումների պայմանները և այլն, և ընդունել նպատակային լուծումներ՝ ապահովելու մշակման որակը և արտադրության արդյունավետությունը:



