










 EN
EN
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 SR
SR
 SK
SK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 BE
BE
 HY
HY
 KA
KA
 UR
UR
 BN
BN
 MN
MN
 KK
KK
 SU
SU
 TG
TG
 UZ
UZ
 KU
KU
 KY
KY

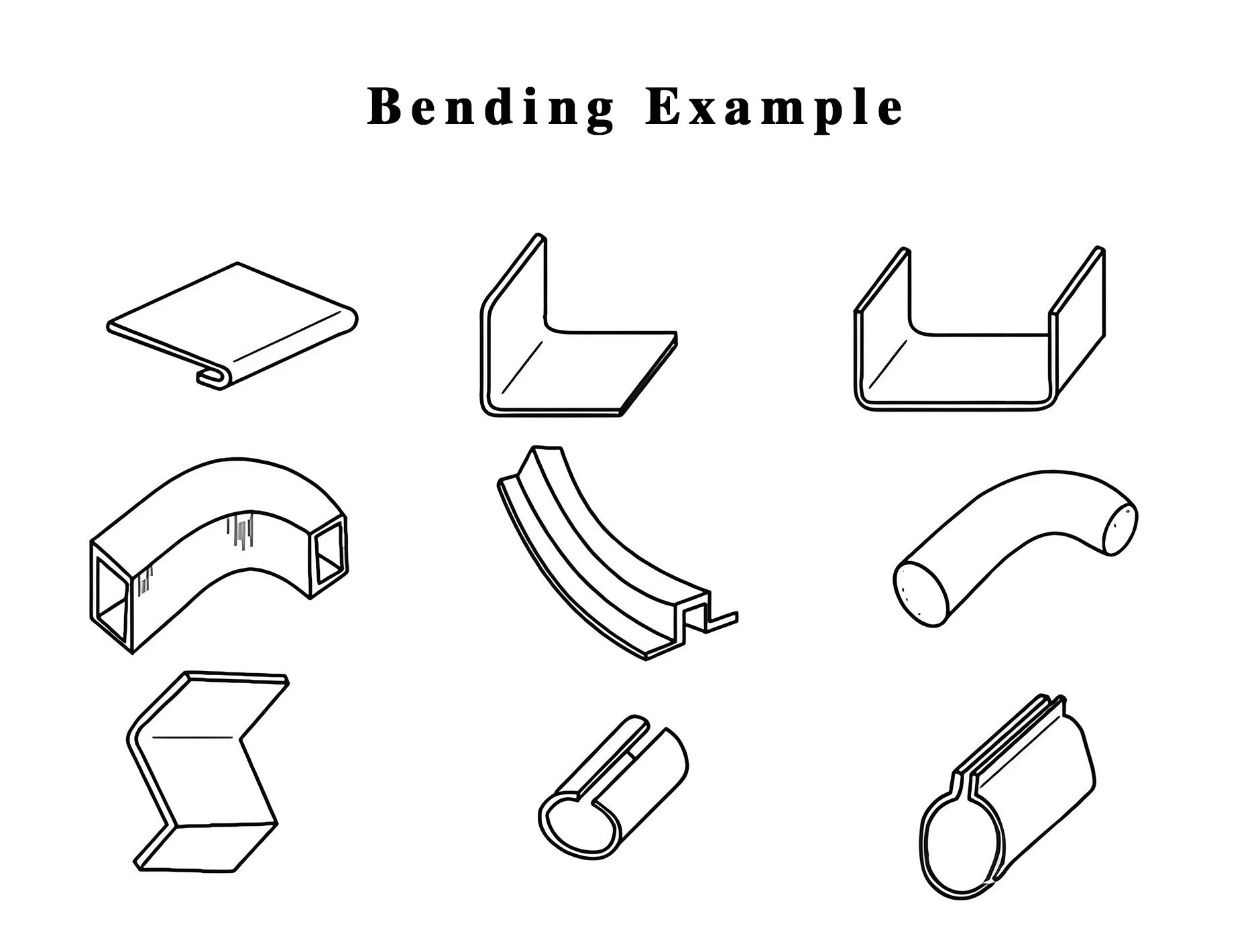
A társadalom fejlődésével a szükséges termékformák is változatos módon változnak. Közülük a fémhajlítás a legelterjedtebb, beleértve a lemezhajlítást, a csőhajlítást, a lemezlekerekítést, a profilextrudálást stb.
Milyen folyamatai vannak a lemezhajlításnak?
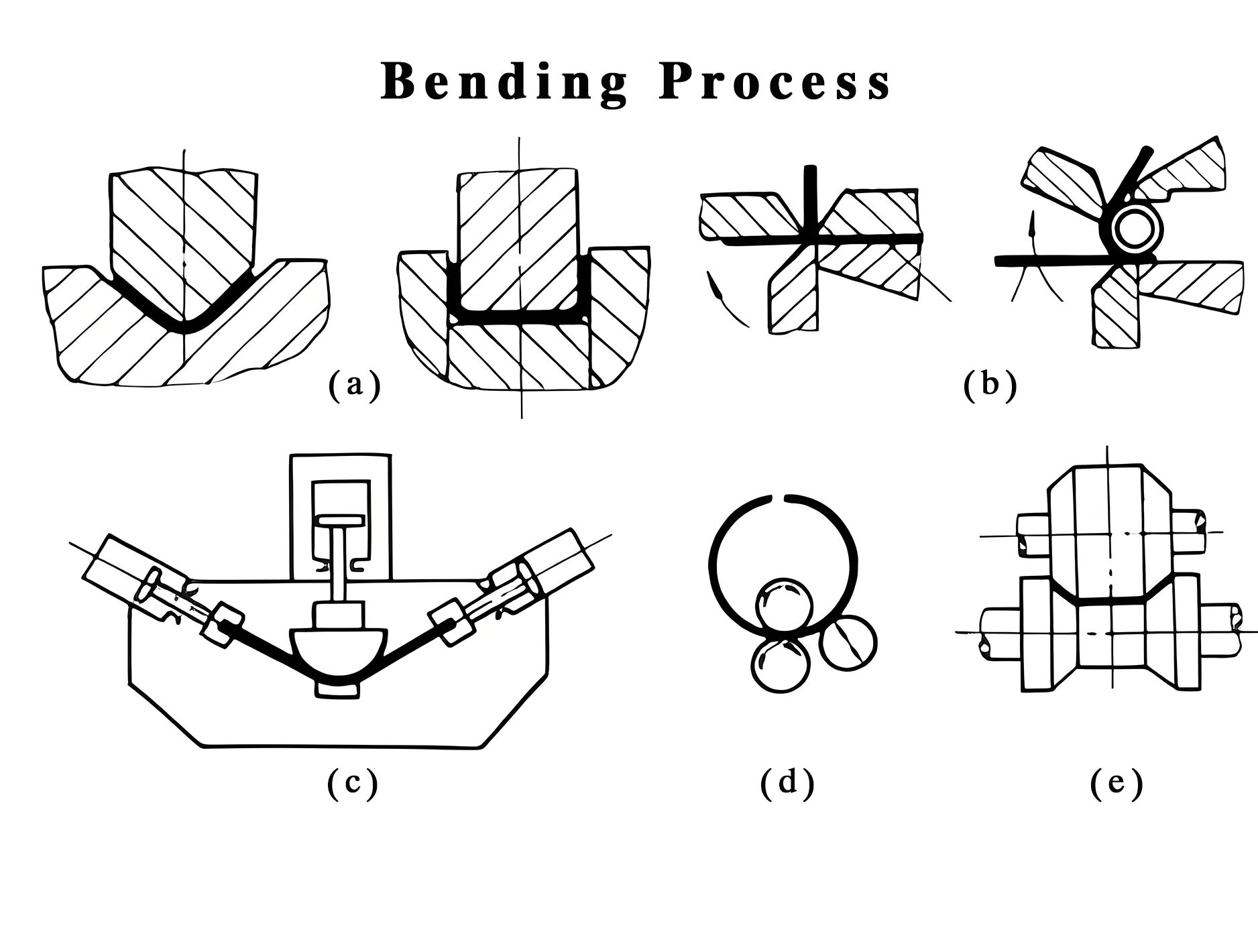
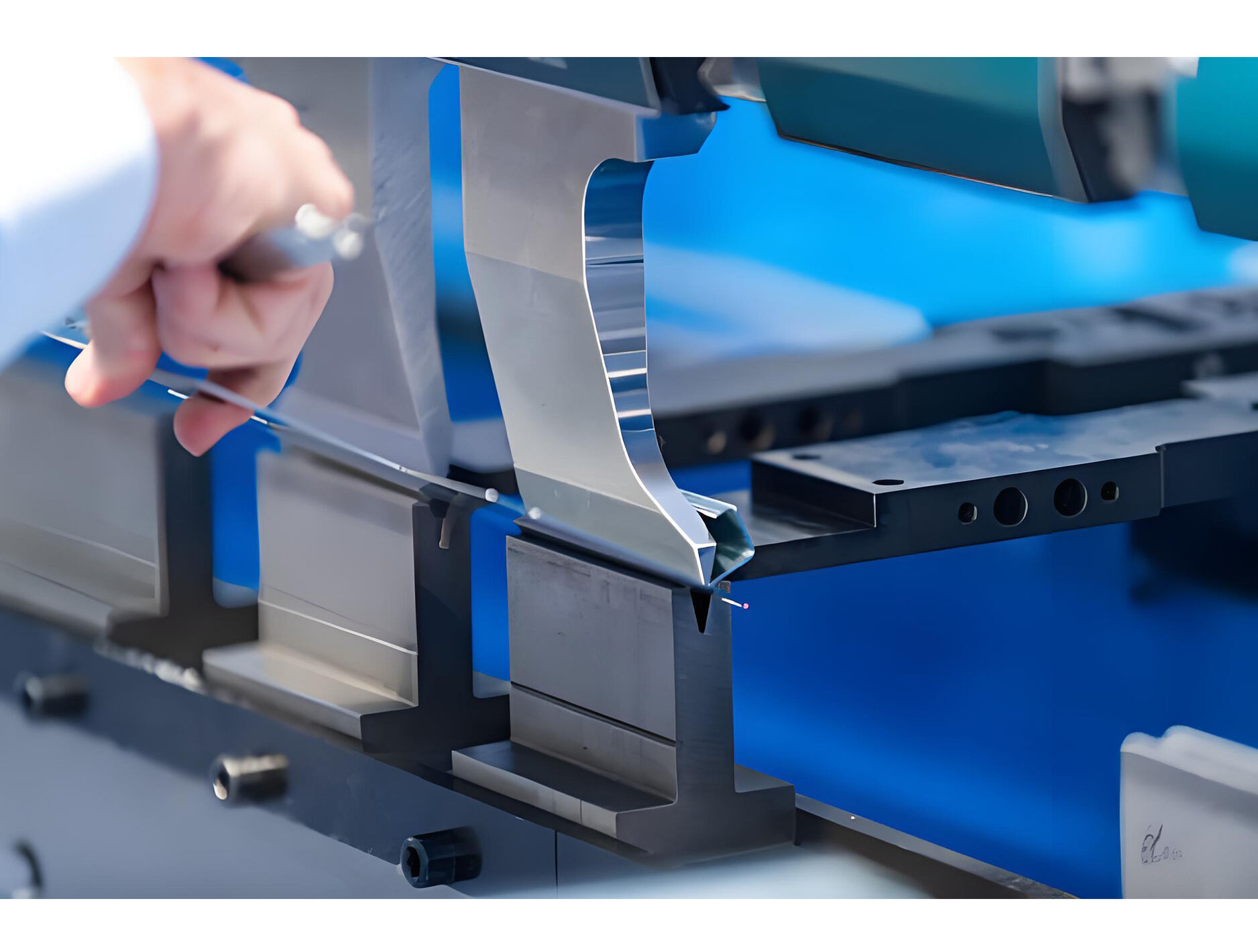
1. Szokásos hajlítás: A hagyományos hajlítás a Press Brake használata a fémlemez 90°-os hajlítására.
2. Egyengető hajlítás: Hajlítsa meg először a fémlemezt 30°-ban, majd a 30°-os szöget simítsa le. Az ilyen típusú hajlításhoz éles késes felső szerszámra és egy lapító felső szerszámra van szükség. A simító hajlítás célja a fémlemez általános szilárdságának növelése.
3. Zsanérhajlítás: Speciális zsanérforma szükséges ahhoz, hogy többszörös hajlítást hajtsanak végre a zsanér kialakításához.
4. Egyszeri alakító hajlítás: A hatékonyság maximalizálása érdekében a formázó szerszám a termék alakja alapján készíthető, és a lemeztermék végleges formája egyetlen hajlítással érhető el.
5. Ívhajlítás: Két hajlítási módszer létezik erre a hajlításra. (a) Számítsa ki az egyes lépések hajlítási szögét és X-tengely méretét a termékív nagysága szerint, hajtson végre többlépcsős hajlítást, végül hajlítsa meg az ívet. Ez a legköltséghatékonyabb módszer, de a hatékonyság nem magas és nehéz; (b) Hagyja, hogy a gyártó az ívformát közvetlenül a fémlemez termék ívének méretéhez igazítsa. Ez a módszer hatékonyabb, és a termék minősége és megjelenése is javul.
Rozsdamentes acél hajlítás:
Nagy szilárdságú és korrózióálló fémanyagként a rozsdamentes acélt széles körben használják számos ipari területen. Azonban, ha a Press Brake-t rozsdamentes acél hajlításához használjuk, gyakran problémák merülnek fel. Az alábbiakban összefoglaljuk a megfelelő megoldásokat. Remélem hasznos lesz számodra.
1. Felületi karcolások
A rozsdamentes acél hajlítási folyamat során hajlamos a felületi karcolásra és kopásra. A fő okok a következők:
- A lámpatest kopása vagy nem megfelelő kialakítása
- Túlzott súrlódás a munkadarab és a rögzítés között
- Por vagy idegen anyag a munkadarab felületén
- A formanyílás túl kicsi
Megoldások:
- Rendszeresen ellenőrizze és cserélje ki a szerelvényt
- Optimalizálja a készülék kialakítását, hogy csökkentse a munkadarab és a rögzítő közötti érintkezési felületet
- Tartsa tisztán a munkadarabot és a formafelületet, és rendszeresen tisztítsa meg a felületen lévő idegen anyagokat
- A magas követelményeket támasztó termékekhez nyommentes hajlító szerszám vagy nyommentes fólia használata javasolt

2. Anyag deformáció, hajlítási szög nem felel meg a szabványnak
A rozsdamentes acél hajlítási folyamat során hajlamos deformációra. A fő okok a következők:
- A hajlítás előtti mennyiség helytelen kiszámítása
- Maga a rozsdamentes acél túlzott visszapattanó ereje
- A penészbevágás helytelen kiválasztása
Megoldás:
- Pontosan számítsa ki az előhajlítási nyomást a fémlemez jellemzőinek megfelelően
- A hajlítógépet mechanikus kompenzációs funkcióval kell felszerelni, ami nagymértékben javítja a termék egyenességét és esztétikáját
- Először vágja be a rozsdamentes acélt, majd hajlítsa meg, ami nagymértékben javítja a termék egyenességét és esztétikáját, valamint csökkenti a hajlítógép veszteségét
Összefoglalva, ha hajlítógépet használnak rozsdamentes acél feldolgozására, számos tényezőt figyelembe kell venni, például anyagtulajdonságokat, folyamatparamétereket, berendezések körülményeit stb., és célzott megoldásokat kell elfogadni a feldolgozás minőségének és a termelés hatékonyságának biztosítása érdekében.



