










 EN
EN
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 SR
SR
 SK
SK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 BE
BE
 HY
HY
 KA
KA
 UR
UR
 BN
BN
 MN
MN
 KK
KK
 SU
SU
 TG
TG
 UZ
UZ
 KU
KU
 KY
KY

Hur böjer man rostfria stålplåtar?
Med samhällsutvecklingen förändras också de former av produkter vi behöver på en mängd olika sätt. Bland dem är metallböjning den vanligaste, inklusive plåtbockning, rörböjning, plåtavrundning, profilextrudering, etc.
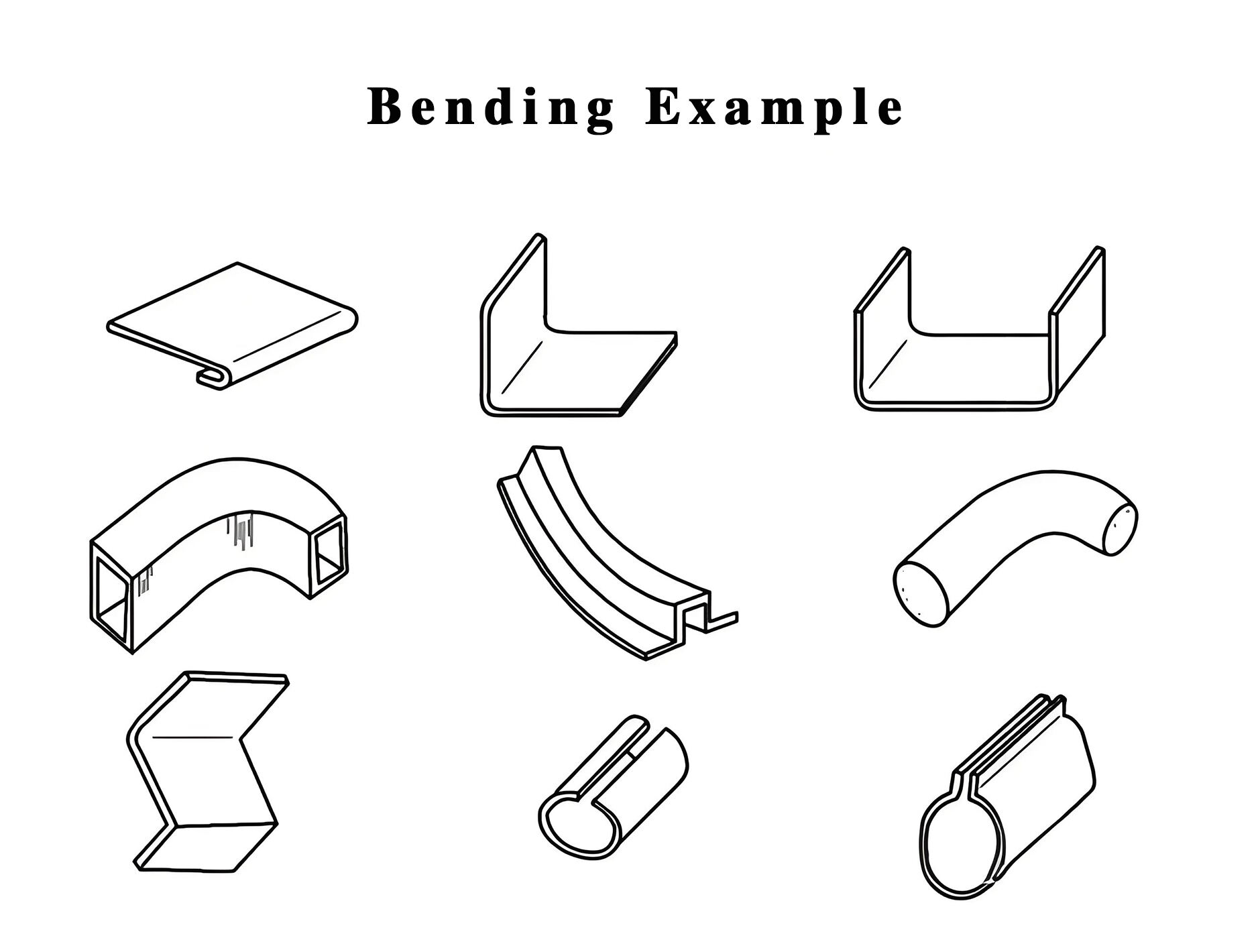
Vilka processer har böjning av plåt?
1. Vanlig bockning: Konventionell bockning är att använda en kantpress för att böja plåten i 90°.
2. Tillplatta bockning: Böj först plåten till 30° och platta sedan till 30°-vinkeln. Denna typ av böjning kräver en vass kniv övre dyna och en tillplattande övre dyna. Syftet med tillplattad böjning är att förbättra plåtens totala hållfasthet.
3. Böjning av gångjärn: En speciell gångjärnsform krävs för att utföra flera böjar för att bilda ett gångjärn.
4. Engångsformningsböjning: För att maximera effektiviteten kan formningsformen göras baserat på produktformen, och den slutliga formen på plåtprodukten kan uppnås med bara en bockning.
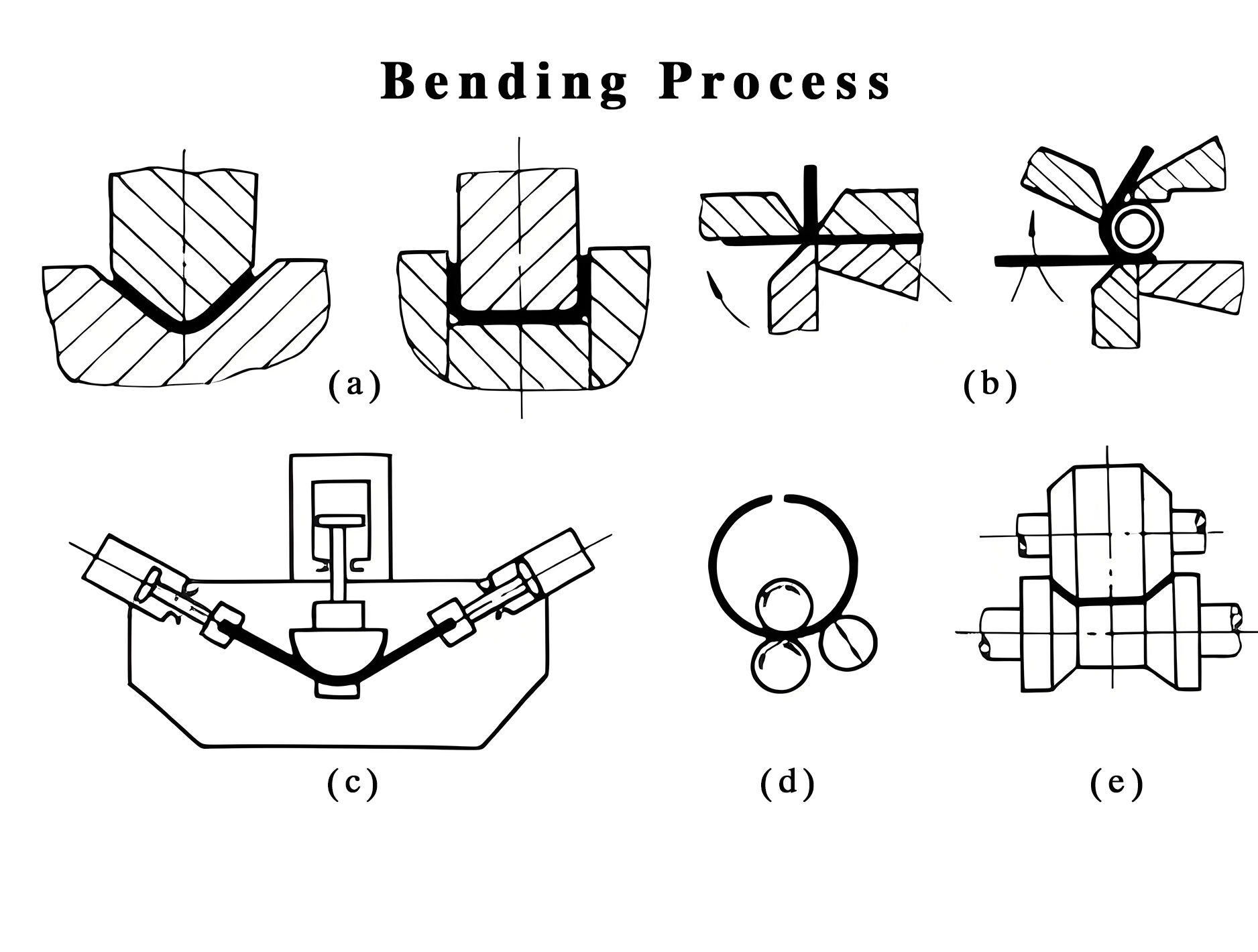
5. Bågböjning: Det finns två böjmetoder för denna böjning. (a) Beräkna böjningsvinkeln och X-axelns storlek för varje steg enligt storleken på produktbågen, utför flerstegsböjning och böj slutligen bågen. Detta är den mest kostnadseffektiva metoden, men effektiviteten är inte hög och det är svårt; (b) Låt tillverkaren skräddarsy bågformen direkt efter storleken på bågen på plåtprodukten. Denna metod är mer effektiv och produktkvaliteten och utseendet förbättras också.
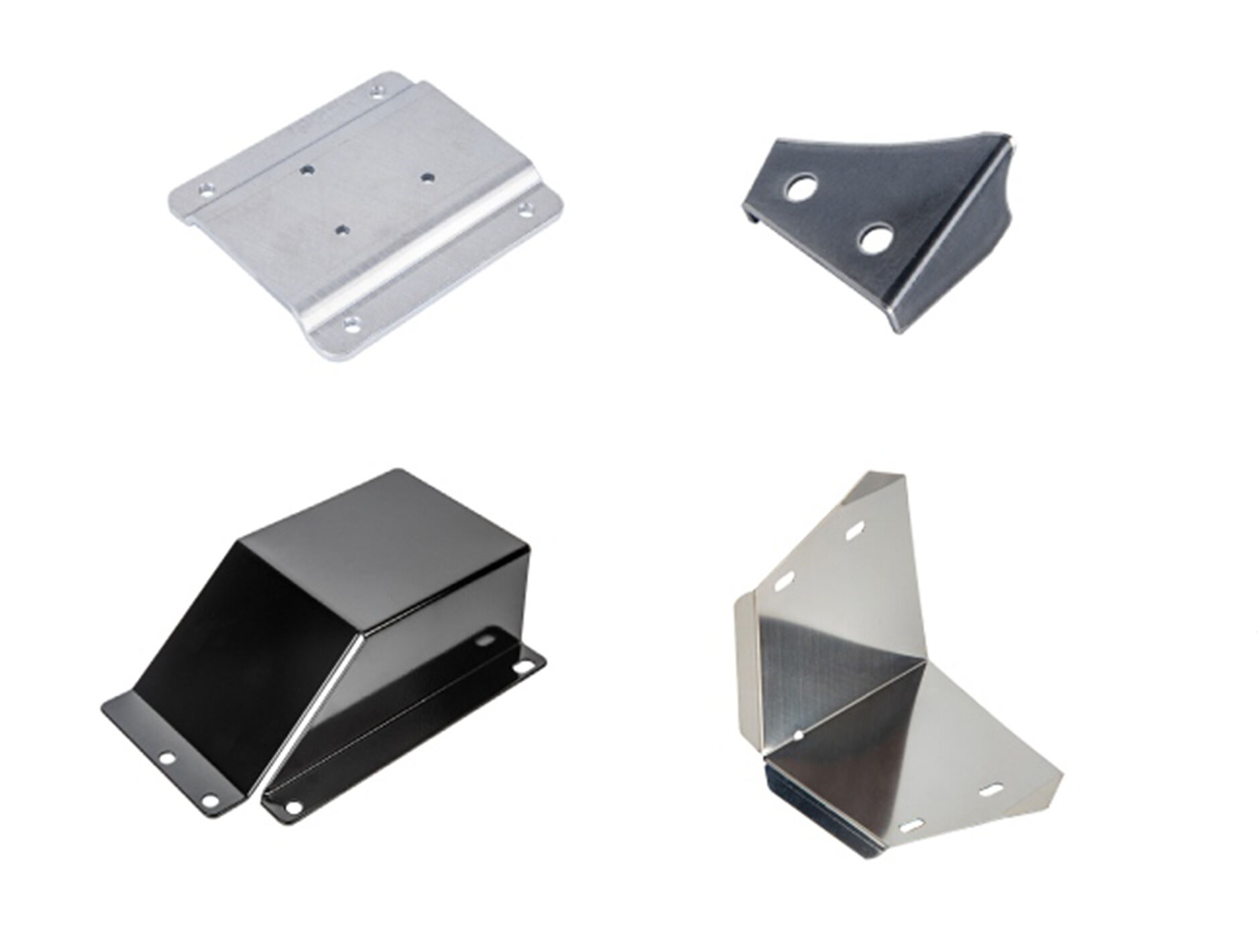
Böjning av rostfritt stål:
Som ett höghållfast och korrosionsbeständigt metallmaterial används rostfritt stål i stor utsträckning inom många industriområden. Men när man använder en kantpress för att böja rostfritt stål, uppstår ofta vissa problem. Följande är en sammanfattning och motsvarande lösningar tillhandahålls. Jag hoppas att det kommer att vara till hjälp för dig.
1. Ytan repor
Rostfritt stål är utsatt för ytrepor och skavsår under bockningsprocessen. De främsta skälen inkluderar:
- Slitage eller felaktig design av fixturen
- Överdriven friktion mellan arbetsstycket och fixturen
- Damm eller främmande föremål på arbetsstyckets yta
- Formskåran är för liten
Lösningar:
- Kontrollera och byt ut fixturen regelbundet
- Optimera fixturdesignen för att minska kontaktytan mellan arbetsstycket och fixturen
- Håll arbetsstycket och formytan rena och rengör regelbundet främmande föremål på ytan
- För produkter med höga krav rekommenderas att använda en spårlös bockningsform eller en spårlös film

2. Materialdeformation, böjningsvinkel uppfyller inte standarden
Rostfritt stål är benäget att deformeras under bockningsprocessen. De främsta skälen inkluderar:
- Felaktig beräkning av förböjningsmängd
- Överdriven studskraft av rostfritt stål i sig
- Felaktigt val av mögelskåra
Lösning:
- Beräkna förböjningsmängden noggrant enligt materialegenskaper
- Press Brake måste vara utrustad med mekanisk kompensation, vilket avsevärt kommer att förbättra produktens rakhet och estetik
- Sätt först det rostfria stålet och böj det sedan, vilket avsevärt förbättrar produktens rakhet och estetik och minskar även förlusten av kantpressen
Sammanfattningsvis, när man använder en kantpress för att bearbeta rostfritt stål är det nödvändigt att ta hänsyn till många faktorer såsom materialegenskaper, processparametrar och utrustningsförhållanden, och ta riktade lösningar för att säkerställa bearbetningskvalitet och produktionseffektivitet.
Rekommenderade produkter
Heta nyheter
-
Saudiarabien-WC67K 100T 3200 NC kantpress & QC12K-4x3200 klippmaskin & 3x3100 vikmaskin
2024-11-11
-
USA-PANEL 1400PA3-DA BÖCKCENTER
2024-10-28
-
Argentina-WC67K 125T 3200 CNC kantpress & QC12K-4X3200 klippmaskin
2024-10-25
-
Huvudsakliga användningsområden och utveckling av bockningscenter
2024-10-24
-
Indonesien-WC67K-30T 1600/63T 2500/100T3200/160T 3200 CNC kantpress
2024-10-21
-
Hur man hanterar bristen på tryck i kantpressen
2024-10-15
-
Så här underhåller du en kantpress: 28 tips för att hålla kantpressen i perfekt skick
2024-10-04
-
Mexiko WC67K 80T 3200 NC kantpress & QC12k-6×3200 klippmaskin
2024-09-26
-
Omfattande guide till bockningsformning
2024-09-26
-
Välkommen indiska kunder att besöka vår fabrik
2024-09-23




