










 EN
EN
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 SR
SR
 SK
SK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 BE
BE
 HY
HY
 KA
KA
 UR
UR
 BN
BN
 MN
MN
 KK
KK
 SU
SU
 TG
TG
 UZ
UZ
 KU
KU
 KY
KY

Kumaha ngabengkokkeun lambaran stainless steel?
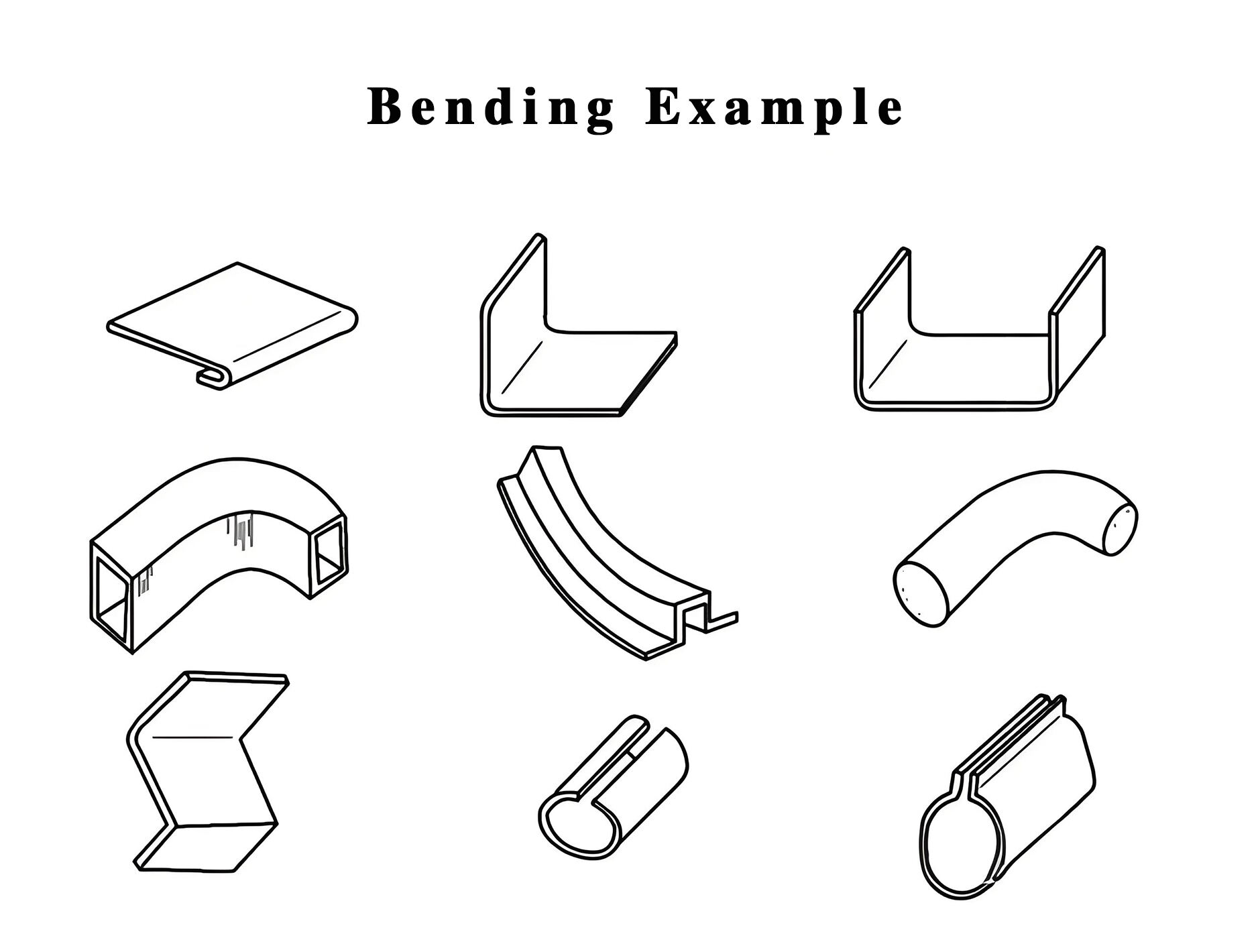
Kalayan kamajuan masarakat, bentuk produk anu urang butuhkeun ogé robih dina sababaraha cara. Di antarana, bending logam téh paling umum, kaasup bending lambar logam, bending pipe, rounding lambar logam, Tonjolan profil, jsb.
Prosés naon anu gaduh lembaran logam bending?
1. Bending biasa: Bending konvensional nyaéta ngagunakeun rem Pencét pikeun ngabengkokkeun lambar logam kana 90 °.
2. Flattening bending: Ngabengkokkeun lambar logam kana 30 ° kahiji, lajeng rarata sudut 30 °. Jinis bending ieu merlukeun péso seukeut paeh luhur sarta flattening paeh luhur. Tujuan flattening bending nyaéta pikeun ningkatkeun kakuatan sakabéh lambar logam.
3. Hinge bending: A kapang hinge husus anu diperlukeun pikeun ngalakukeun sababaraha bends pikeun ngabentuk hinge a.
4. Hiji-waktos ngabentuk bending: Dina raraga pikeun maksimalkeun pungsi efisiensi, kapang ngabentuk bisa dijieun dumasar kana bentuk produk, sarta bentuk ahir produk lambar logam bisa dihontal ku ngan hiji ngalipet.
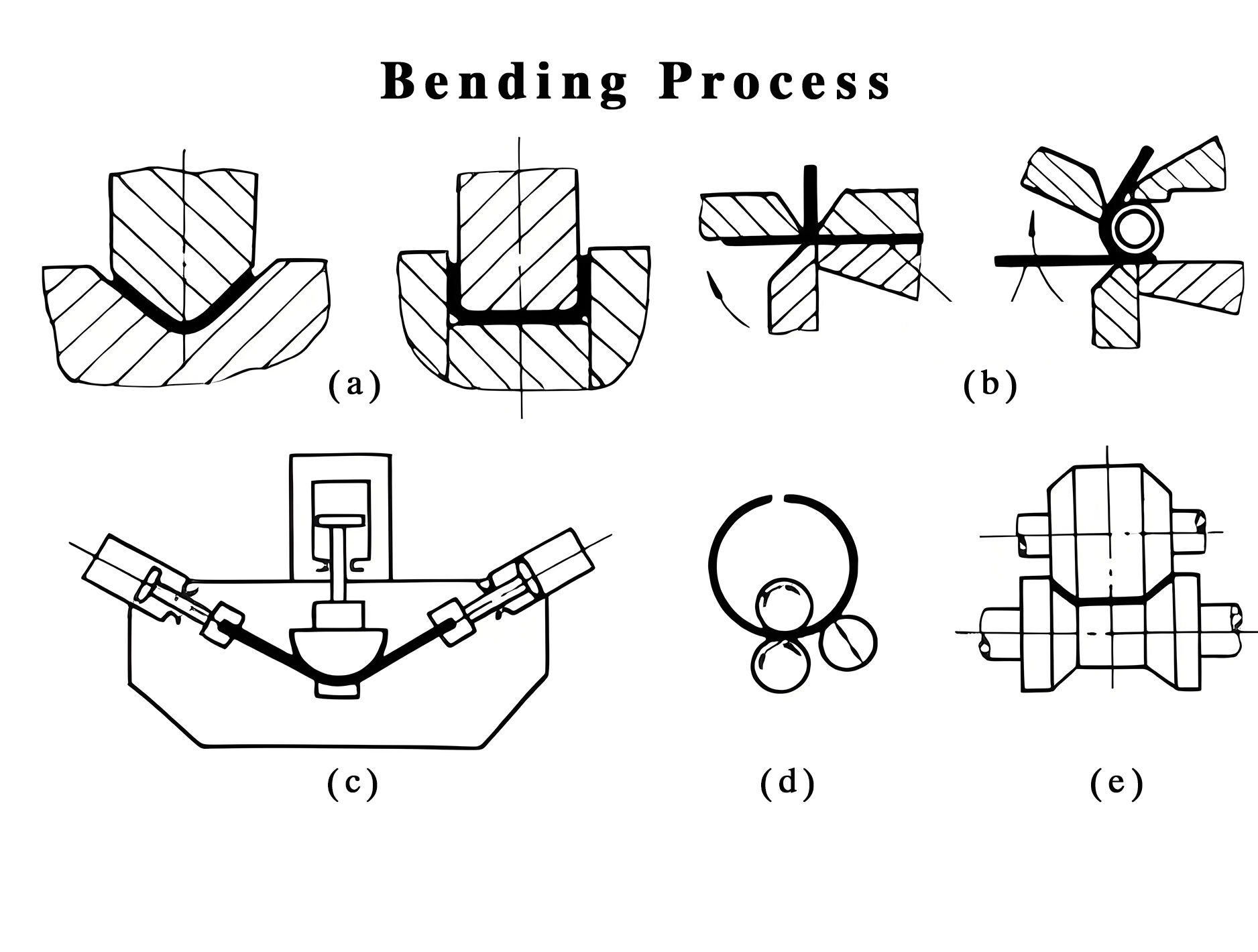
5. Arc bending: Aya dua métode bending pikeun bending ieu. (a) Ngitung sudut bending jeung ukuran sumbu-X unggal hambalan nurutkeun ukuran busur produk, ngalakukeun multi-hambalan bending, sarta tungtungna ngabengkokkeun busur. Ieu métode paling ongkos-éféktif, tapi efisiensi teu luhur jeung hese; (b) Hayu produsén ngaropea kapang arc langsung nurutkeun ukuran busur produk lambar logam. Metoda ieu langkung efisien, sareng kualitas produk sareng penampilan ogé ningkat.
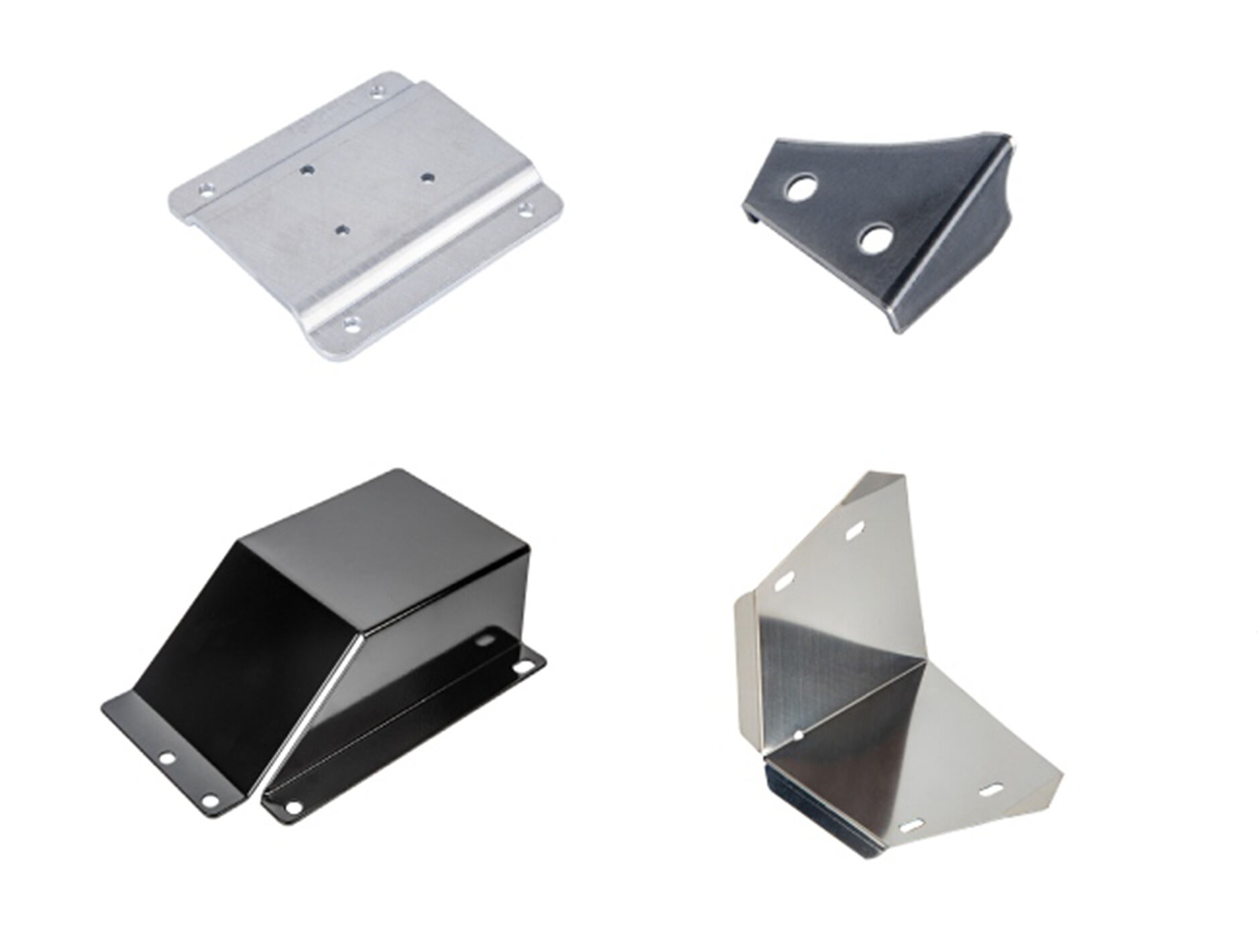
Bending stainless steel:
Salaku bahan logam anu kuat sareng tahan korosi, stainless steel seueur dianggo dina seueur widang industri. Nanging, nalika nganggo Press Brake pikeun ngabengkokkeun stainless steel, sababaraha masalah sering dipendakan. Di handap ieu kasimpulan sareng solusi anu saluyu disayogikeun. Kuring miharep éta bakal mangpaat ka anjeun.
1. Goresan permukaan
Stainless steel rentan ka goresan permukaan sareng abrasion nalika prosés bending. Alesan utama di antarana:
- Ngagem atanapi desain anu teu leres tina fixture
- Gesekan kaleuleuwihan antara workpiece jeung fixture nu
- Debu atawa zat asing dina beungeut workpiece
- slot kapang teuing leutik
leyuran:
- Rutin pariksa jeung ngaganti fixture nu
- Optimalkeun desain fixture pikeun ngurangan aréa kontak antara workpiece jeung fixture nu
- Jaga workpiece jeung permukaan kapang bersih, sarta rutin ngabersihan zat asing dina beungeut cai
- Kanggo produk anu ngagaduhan syarat anu luhur, disarankeun ngagunakeun cetakan bending anu henteu aya jejak atanapi pilem anu henteu aya jejak

2. deformasi bahan, sudut bending teu minuhan standar
Stainless steel rawan deformasi salila prosés bending. Alesan utama di antarana:
- Itungan teu bener tina jumlah pre-bending
- Gaya rebound kaleuleuwihan tina stainless steel sorangan
- Pilihan anu teu leres tina kiyeu kapang
leyuran:
- Akurat ngitung jumlah pre-bending nurutkeun ciri bahan
- Rem Pencét kedah dilengkepan ku kompensasi mékanis, anu bakal ningkatkeun straightness sareng éstétika produk.
- Slot stainless steel munggaran lajeng ngabengkokkeun eta, nu greatly ngaronjatkeun straightness jeung estetika produk, sarta ogé ngurangan leungitna Pencét rem
Kasimpulanana, nalika nganggo Press Brake pikeun ngolah stainless steel, perlu mertimbangkeun sababaraha faktor sapertos ciri bahan, parameter prosés sareng kaayaan alat, sareng nyandak solusi anu dituju pikeun mastikeun kualitas pangolahan sareng efisiensi produksi.
disarankeun Produk
Berita Panas
-
Saudi Arabia-WC67K 100T 3200 NC Pencét marake & QC12K-4x3200 Shearing Mesin & 3x3100 Mesin tilepan
2024-11-11
-
USA-PANEL 1400PA3-DA ngabengkokkeun puseur
2024-10-28
-
Argentina-WC67K 125T 3200 CNC Pencét marake & QC12K-4X3200 Mesin Shearing
2024-10-25
-
Pamakéan utama sareng pamekaran pusat Bending
2024-10-24
-
Indonésia-WC67K-30T 1600/63T 2500/100T3200/160T 3200 CNC Pencét marake
2024-10-21
-
Kumaha carana nungkulan kurangna tekanan dina Rem Pencét
2024-10-15
-
Kumaha ngajaga Press Brake: 28 tips pikeun ngajaga Press Brake dina kaayaan sampurna
2024-10-04
-
Méksiko WC67K 80T 3200 NC Pencét marake & QC12k-6×3200 Mesin Shearing
2024-09-26
-
Pituduh Komprehensif pikeun Bending Ngabentuk
2024-09-26
-
Wilujeng sumping konsumén India nganjang ka pabrik urang
2024-09-23




