










 EN
EN
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 SR
SR
 SK
SK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 BE
BE
 HY
HY
 KA
KA
 UR
UR
 BN
BN
 MN
MN
 KK
KK
 SU
SU
 TG
TG
 UZ
UZ
 KU
KU
 KY
KY

Cum să îndoiți foile de oțel inoxidabil?
Odată cu dezvoltarea societății, formele de produse de care avem nevoie se schimbă și ele într-o varietate de moduri. Dintre acestea, îndoirea metalelor este cea mai comună, inclusiv îndoirea tablei, îndoirea țevilor, rotunjirea tablei, extrudarea profilului etc.
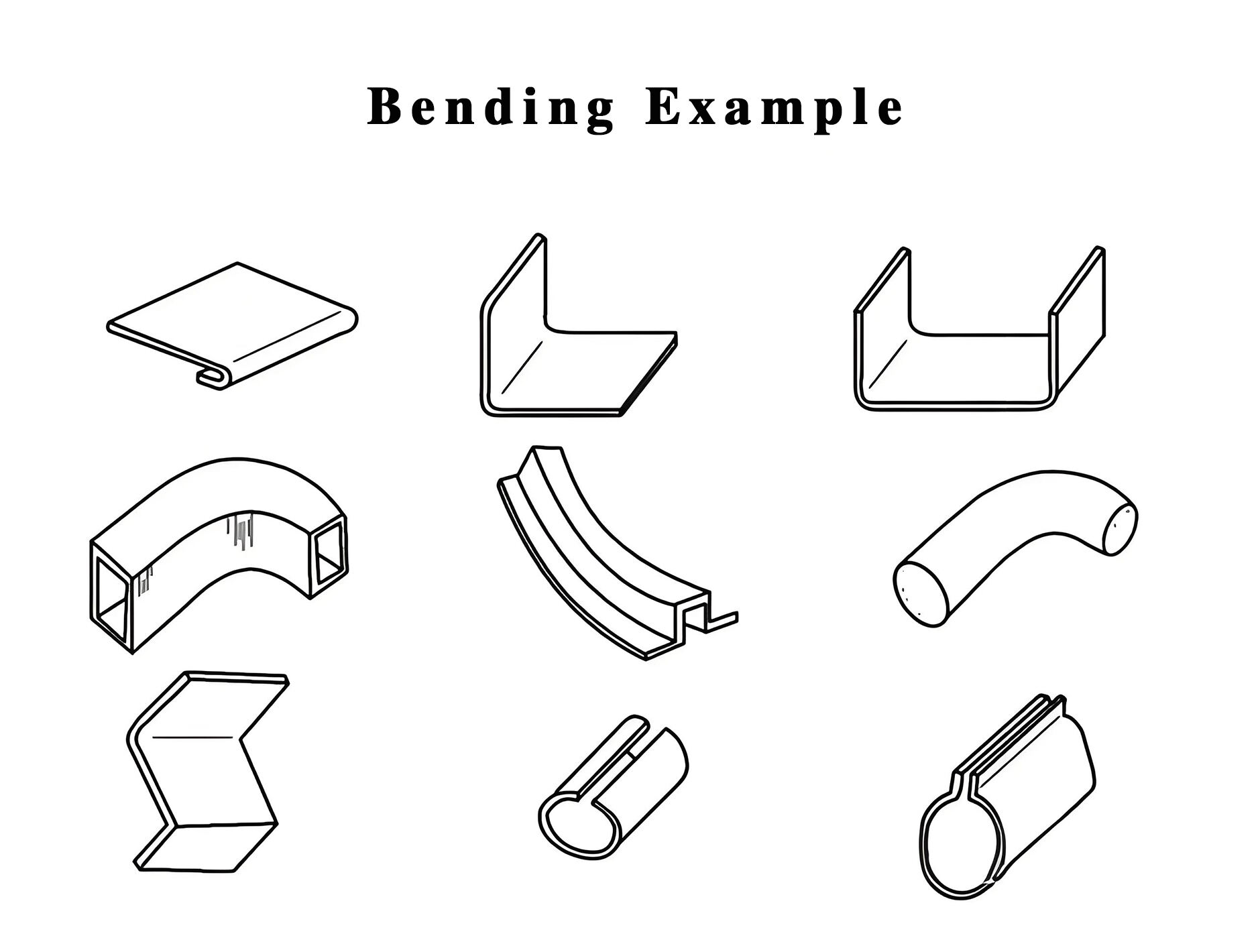
Ce procese are curbarea tablei?
1. Îndoire obișnuită: îndoirea convențională este să utilizați o presă frână pentru a îndoi tabla la 90°.
2. Aplatizare îndoire: Îndoiți mai întâi tabla la 30°, apoi aplatizați unghiul de 30°. Acest tip de îndoire necesită o matriță superioară cu cuțit ascuțit și o matriță superioară de aplatizare. Scopul îndoirii de aplatizare este de a spori rezistența globală a tablei.
3. Îndoirea balamalei: este necesară o matriță specială pentru balamale pentru a efectua mai multe îndoiri pentru a forma o balama.
4. Îndoire de formare unică: Pentru a maximiza eficiența, matrița de formare poate fi realizată pe baza formei produsului, iar forma finală a produsului din tablă poate fi obținută cu o singură îndoire.
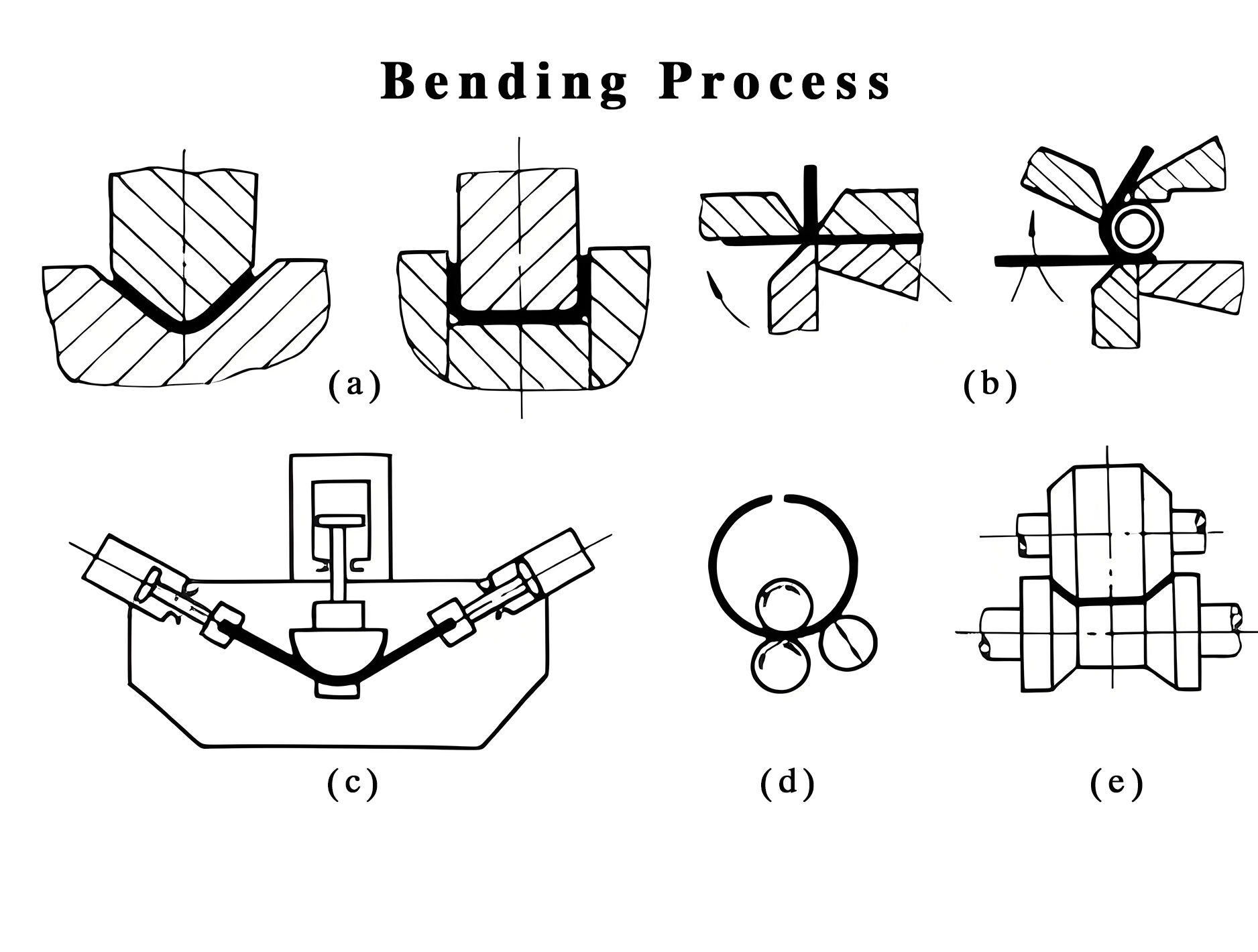
5. Îndoire cu arc: Există două metode de îndoire pentru această îndoire. (a) Calculați unghiul de îndoire și dimensiunea axei X a fiecărei trepte în funcție de dimensiunea arcului de produs, efectuați îndoirea în mai multe etape și, în final, îndoiți arcul. Aceasta este metoda cea mai rentabilă, dar eficiența nu este mare și este dificilă; (b) Lăsați producătorul să personalizeze matrița cu arc direct în funcție de dimensiunea arcului produsului din tablă. Această metodă este mai eficientă, iar calitatea și aspectul produsului sunt, de asemenea, îmbunătățite.
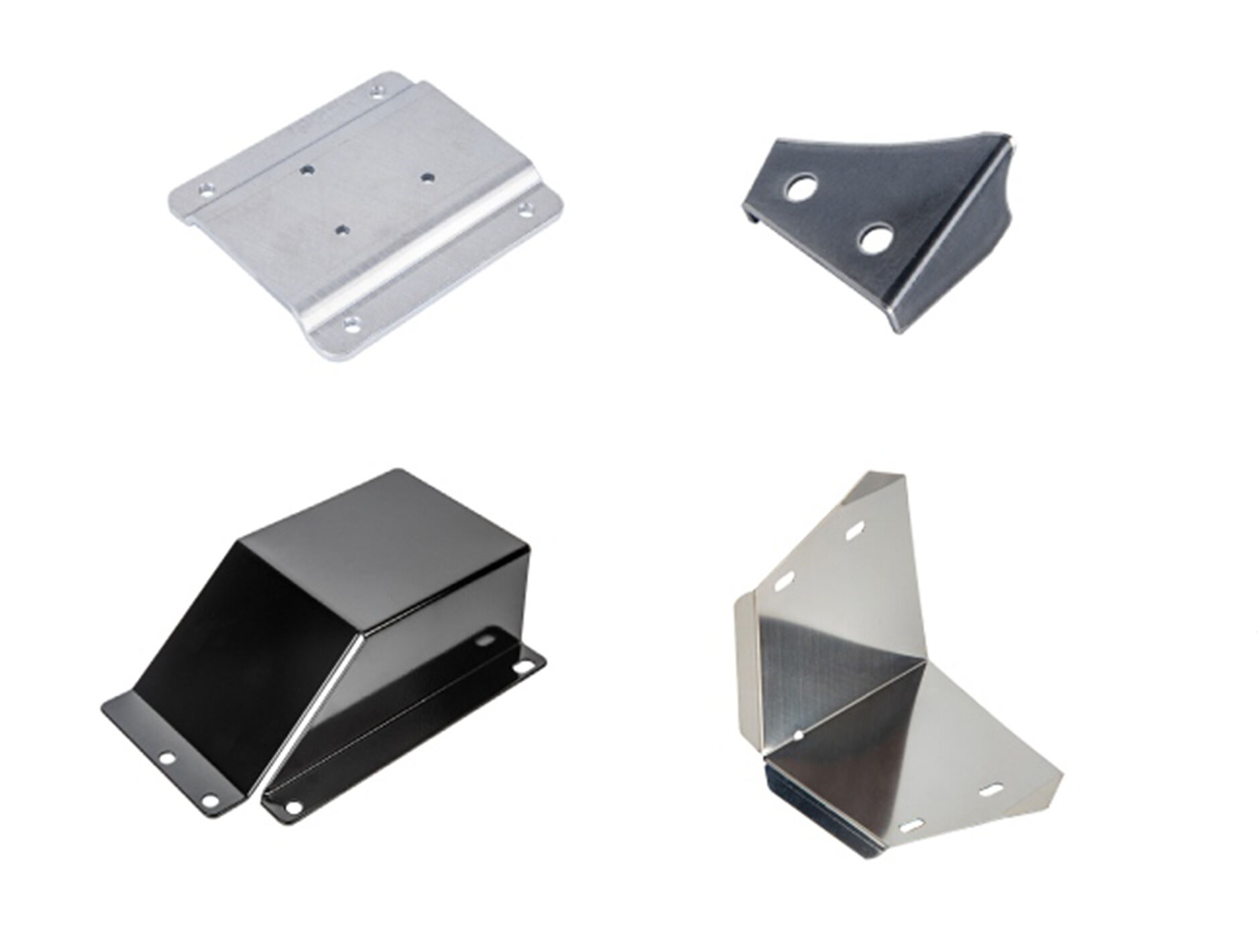
Îndoire din oțel inoxidabil:
Ca material metalic de înaltă rezistență și rezistent la coroziune, oțelul inoxidabil este utilizat pe scară largă în multe domenii industriale. Cu toate acestea, atunci când utilizați o presă frână pentru a îndoi oțel inoxidabil, sunt adesea întâlnite unele probleme. Următorul este un rezumat și sunt oferite soluțiile corespunzătoare. Sper să vă fie de ajutor.
1. Zgârieturi la suprafață
Oțelul inoxidabil este predispus la zgârieturi și abraziuni la suprafață în timpul procesului de îndoire. Principalele motive includ:
- Uzura sau proiectarea necorespunzătoare a dispozitivului de fixare
- Frecare excesivă între piesa de prelucrat și dispozitiv de fixare
- Praf sau materii străine pe suprafața piesei de prelucrat
- Fanta matriței este prea mică
Soluții:
- Verificați și înlocuiți în mod regulat dispozitivul de fixare
- Optimizați designul dispozitivului de fixare pentru a reduce zona de contact dintre piesa de prelucrat și dispozitivul de fixare
- Păstrați piesa de prelucrat și suprafața matriței curate și curățați regulat corpurile străine de pe suprafață
- Pentru produsele cu cerințe ridicate, se recomandă utilizarea unei matrițe de îndoit fără urme sau a unui film fără urme

2. Deformarea materialului, unghiul de îndoire nu îndeplinește standardul
Oțelul inoxidabil este predispus la deformare în timpul procesului de îndoire. Principalele motive includ:
- Calculul necorespunzător al cantității de pre-îndoire
- Forța excesivă de rebound a oțelului inoxidabil în sine
- Selectarea necorespunzătoare a crestăturii mucegaiului
Soluţie:
- Calculați cu precizie cantitatea de pre-îndoire în funcție de caracteristicile materialului
- Presa frana trebuie sa fie echipata cu compensare mecanica, care va imbunatati foarte mult rectitudinea si estetica produsului
- Slotați mai întâi oțelul inoxidabil și apoi îndoiți-l, ceea ce va îmbunătăți considerabil dreptatea și estetica produsului și, de asemenea, va reduce pierderea presei de frână
Pe scurt, atunci când utilizați o presă frână pentru a procesa oțel inoxidabil, este necesar să luați în considerare mulți factori, cum ar fi caracteristicile materialelor, parametrii procesului și condițiile echipamentelor și să luați soluții specifice pentru a asigura calitatea procesării și eficiența producției.
Produse recomandate
Știri de ultimă oră
-
Arabia Saudită-WC67K 100T 3200 NC Press Brake & QC12K-4x3200 Mașină de forfecat și 3x3100 Mașină de pliat
2024-11-11
-
USA-PANEL 1400PA3-DA CENTRUL DE INDOIR
2024-10-28
-
Argentina-WC67K 125T 3200 CNC Presa frana si masina de forfecare QC12K-4X3200
2024-10-25
-
Principalele utilizări și dezvoltarea centrelor de îndoire
2024-10-24
-
Indonezia-WC67K-30T 1600/63T 2500/100T3200/160T 3200 CNC Presa frana
2024-10-21
-
Cum să faceți față lipsei de presiune în presa de frână
2024-10-15
-
Cum să întrețineți o presă frână: 28 de sfaturi pentru a menține presă frână în stare perfectă
2024-10-04
-
Mexic WC67K 80T 3200 NC Presă frană și mașină de forfecare QC12k-6×3200
2024-09-26
-
Ghid cuprinzător pentru formarea prin îndoire
2024-09-26
-
Bun venit clienților indieni să ne viziteze fabrica
2024-09-23




