










 EN
EN
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 SR
SR
 SK
SK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 BE
BE
 HY
HY
 KA
KA
 UR
UR
 BN
BN
 MN
MN
 KK
KK
 SU
SU
 TG
TG
 UZ
UZ
 KU
KU
 KY
KY

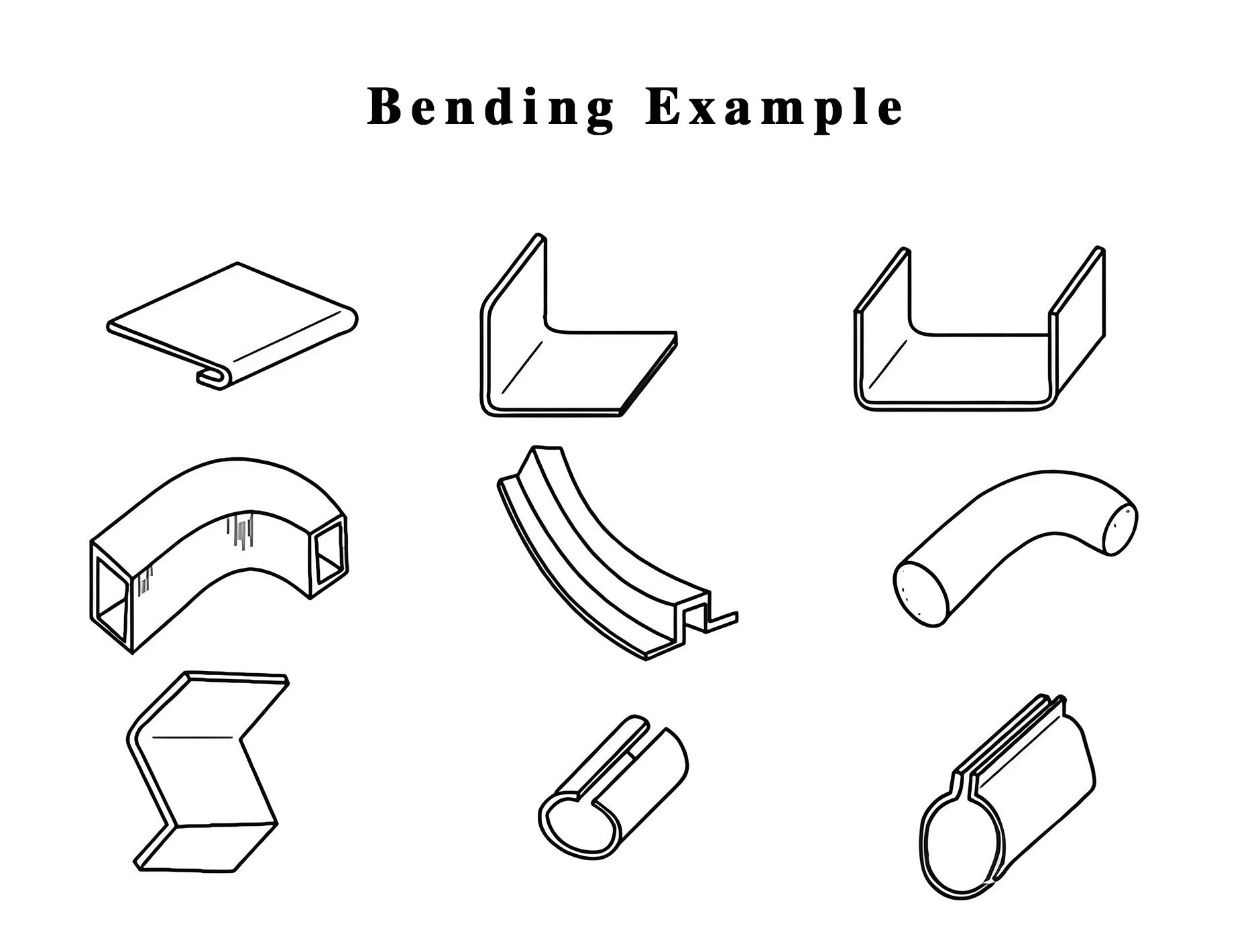
Met de ontwikkeling van de maatschappij veranderen ook de vormen van producten die we nodig hebben op verschillende manieren. Daaronder is het buigen van metaal het meest voorkomend, waaronder het buigen van plaatmetaal, het buigen van buizen, het afronden van plaatmetaal, het extruderen van profielen, etc.
Welke processen kent het buigen van plaatmetaal?
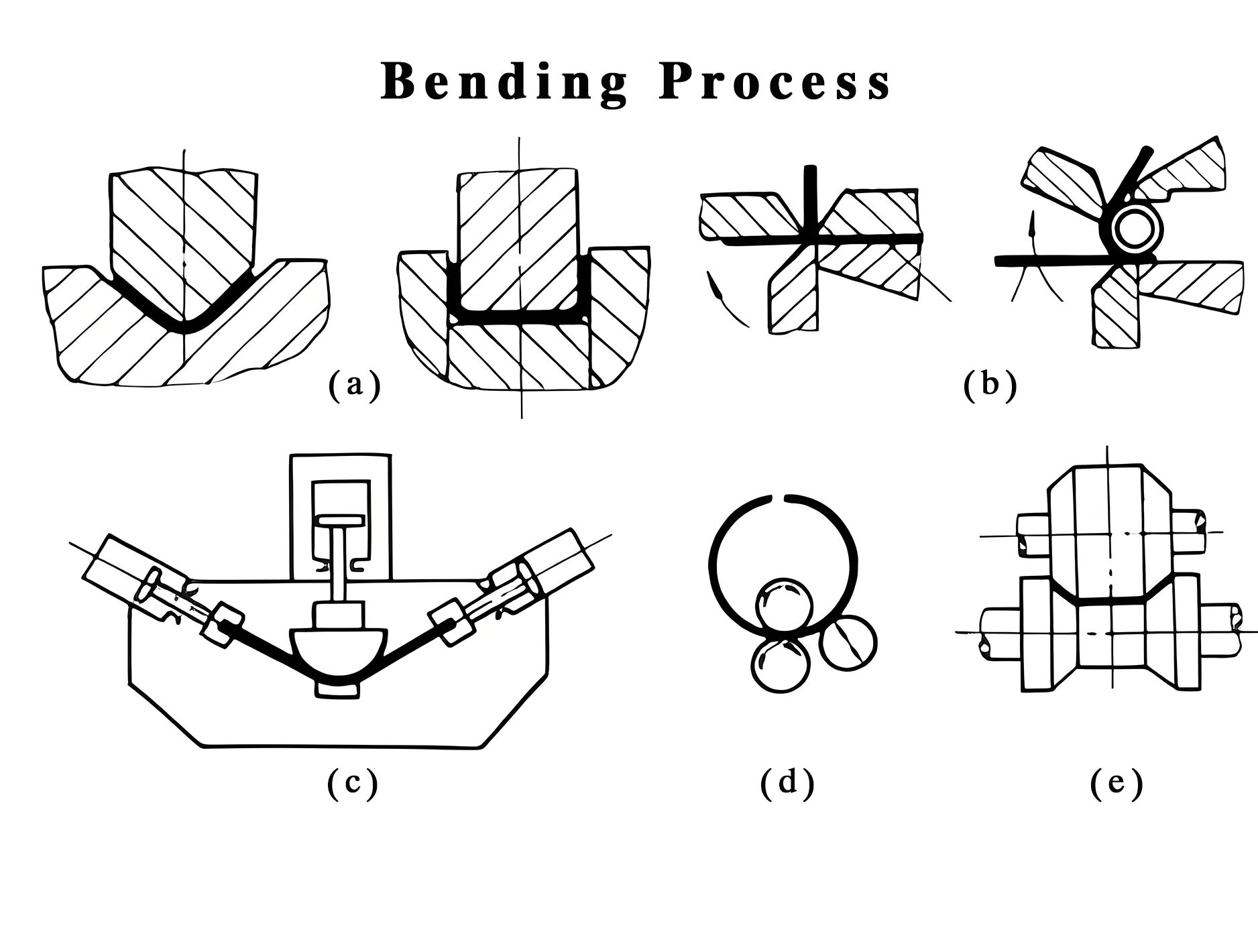
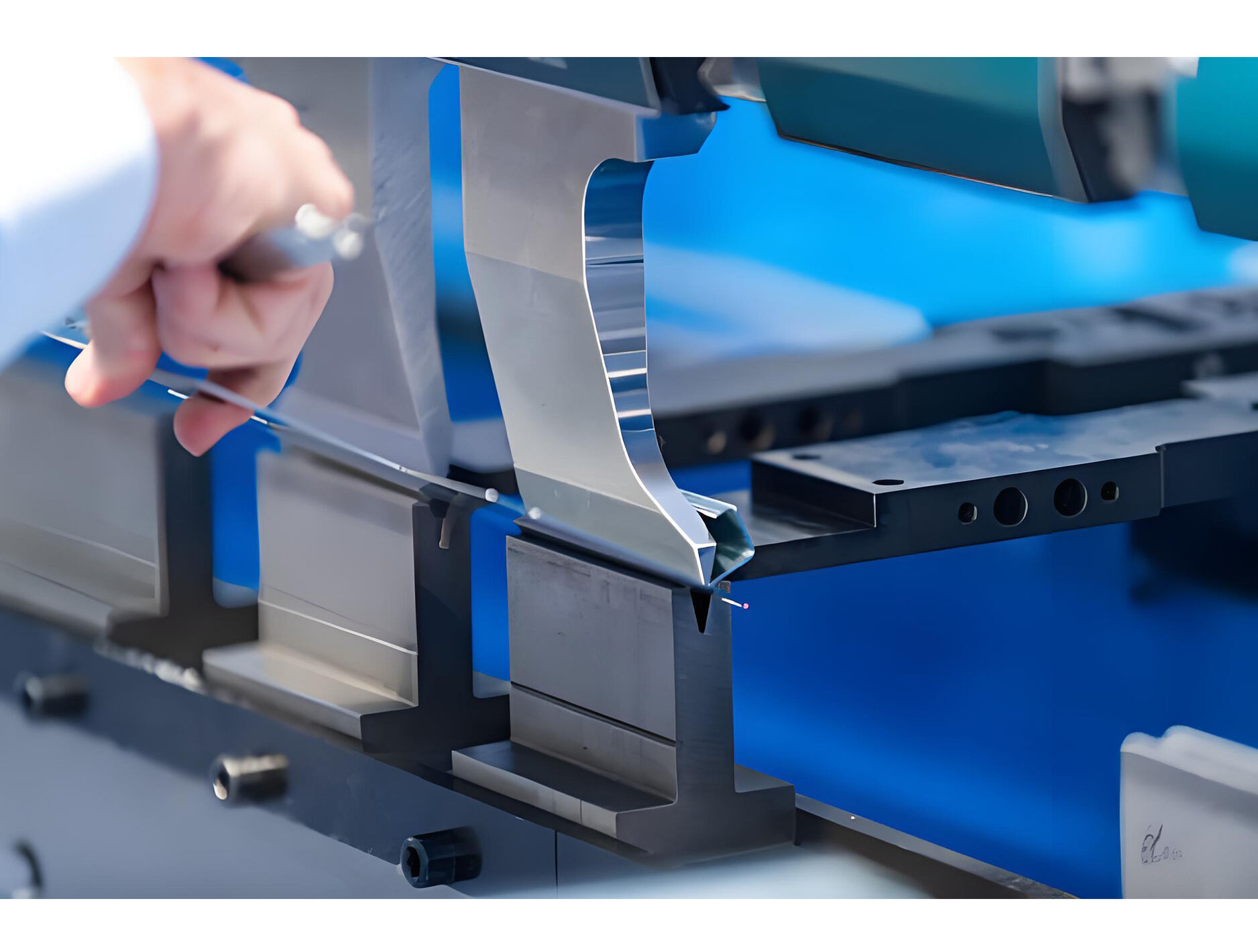
1. Normaal buigen: Bij conventioneel buigen wordt een kantbank gebruikt om het plaatwerk in een hoek van 90° te buigen.
2. Vlakbuigen: Buig het plaatmetaal eerst in een hoek van 30° en vlak vervolgens de hoek van 30° af. Voor dit type buigen zijn een scherpe mesbovenmatrijs en een vlakmakende bovenmatrijs nodig. Het doel van vlakbuigen is om de algehele sterkte van het plaatmetaal te verbeteren.
3. Buigen van scharnieren: Voor het maken van meerdere buigingen tot een scharnier is een speciale scharniermal nodig.
4. Eenmalig vormen en buigen: Om de efficiëntie te maximaliseren, kan de vormmal worden gemaakt op basis van de productvorm en kan de uiteindelijke vorm van het plaatmetaalproduct worden bereikt met slechts één buiging.
5. Boogbuigen: Er zijn twee buigmethoden voor dit buigen. (a) Bereken de buighoek en X-asgrootte van elke stap op basis van de grootte van de productboog, voer meerstapsbuigen uit en buig ten slotte de boog. Dit is de meest kosteneffectieve methode, maar de efficiëntie is niet hoog en het is moeilijk; (b) Laat de fabrikant de boogmal rechtstreeks aanpassen op basis van de grootte van de boog van het plaatmetaalproduct. Deze methode is efficiënter en de productkwaliteit en het uiterlijk worden ook verbeterd.
Buigen van roestvrij staal:
Als een zeer sterk en corrosiebestendig metaalmateriaal wordt roestvrij staal veel gebruikt in veel industriële sectoren. Echter, bij het gebruik van een kantbank om roestvrij staal te buigen, komen er vaak problemen voor. Hieronder volgt een samenvatting en bijbehorende oplossingen. Ik hoop dat het nuttig voor u is.
1. Oppervlaktekrassen
Roestvrij staal is gevoelig voor krassen en slijtage aan het oppervlak tijdens het buigproces. De belangrijkste redenen zijn:
- Slijtage of onjuist ontwerp van het armatuur
- Overmatige wrijving tussen het werkstuk en het opspanmiddel
- Stof of vreemde voorwerpen op het werkstukoppervlak
- De malgleuf is te klein
Oplossingen:
- Controleer en vervang het armatuur regelmatig
- Optimaliseer het ontwerp van de bevestiging om het contactoppervlak tussen het werkstuk en de bevestiging te verkleinen
- Houd het werkstuk en het oppervlak van de mal schoon en verwijder regelmatig vreemde voorwerpen op het oppervlak.
- Voor producten met hoge eisen wordt het gebruik van een traceless buigmal of een traceless film aanbevolen

2. Materiaalvervorming, buighoek voldoet niet aan de norm
Roestvrij staal is gevoelig voor vervorming tijdens het buigproces. De belangrijkste redenen zijn:
- Onjuiste berekening van de voorbuighoeveelheid
- Overmatige terugslagkracht van roestvrij staal zelf
- Onjuiste selectie van malinkeping
Oplossing:
- Bereken nauwkeurig de voorbuigdruk op basis van de eigenschappen van het plaatwerk
- De buigmachine moet worden uitgerust met een mechanische compensatiefunctie, die de rechtheid en esthetiek van het product aanzienlijk zal verbeteren
- Eerst het roestvrij staal insnijden en dan buigen, wat de rechtheid en esthetiek van het product aanzienlijk zal verbeteren en ook het verlies van de buigmachine zal verminderen
Samenvattend: bij het gebruik van een buigmachine voor de verwerking van roestvast staal moet u rekening houden met veel factoren, zoals materiaaleigenschappen, procesparameters, apparatuurcondities, enz., en moet u gerichte oplossingen toepassen om de verwerkingskwaliteit en productie-efficiëntie te waarborgen.



