










 EN
EN
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 SR
SR
 SK
SK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 BE
BE
 HY
HY
 KA
KA
 UR
UR
 BN
BN
 MN
MN
 KK
KK
 SU
SU
 TG
TG
 UZ
UZ
 KU
KU
 KY
KY

Meriv çawa pelên pola zengarnegir diqelişe?
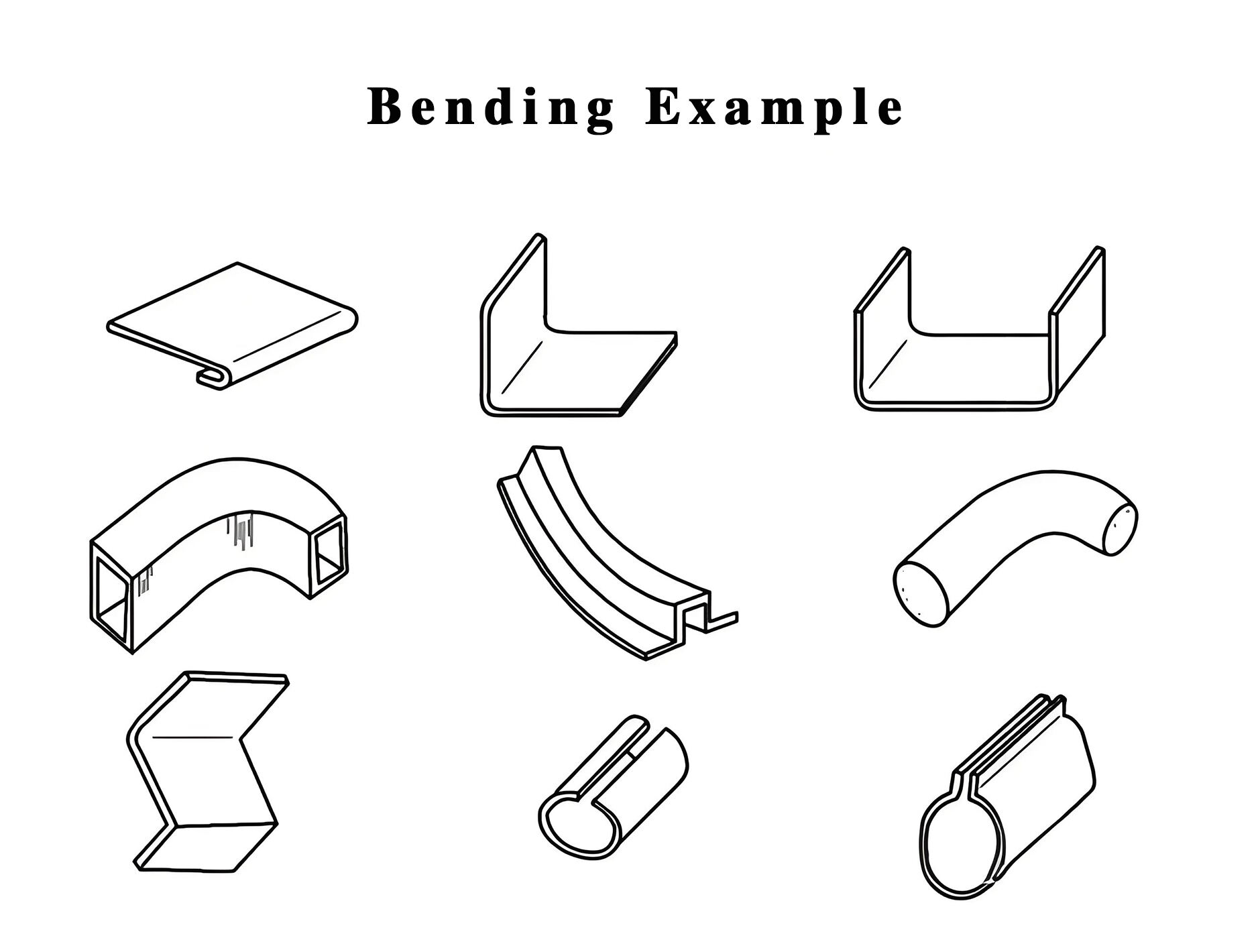
Bi pêşketina civakê re, formên berhemên ku pêwîstiya me pê heye jî bi awayên curbecur diguherin. Di nav wan de, kişandina metalê ya herî gelemperî ye, di nav de guheztina pelê metal, qutkirina boriyê, dorpêçkirina pelê metal, derxistina profîlê, hwd.
Kîjan pêvajoyên lêkirina pelên metal hene?
1. Kêmkirina asayî: Kêmkirina konvansiyonel ew e ku meriv Brakeya çapê bikar bîne da ku pelika metalê di 90° de bitewîne.
2. Xizmetkirina xêzkirinê: Pêşî pelika metalê di 30° de biperçiqînin, û dûv re goşeya 30° bixin. Ev cureyê bendkirinê pêdiviya jorê bi kêrê tûj û çîçeka jor a xêzkirî heye. Mebesta lêkdana çewisandinê zêdekirina hêza giştî ya pelê metal e.
3. Çêkirina hinge: Ji bo çêkirina hinge ji bo pêkanîna çend bendan pêdivî ye ku qalibek hinge taybetî.
4. Berhevkirina yek-carî: Ji bo ku herî zêde karîgeriyê were çêkirin, qalibê çêker dikare li ser bingeha şeklê hilberê were çêkirin, û şeklê paşîn ê hilberê metalê tenê bi yek bend dikare were bidestxistin.
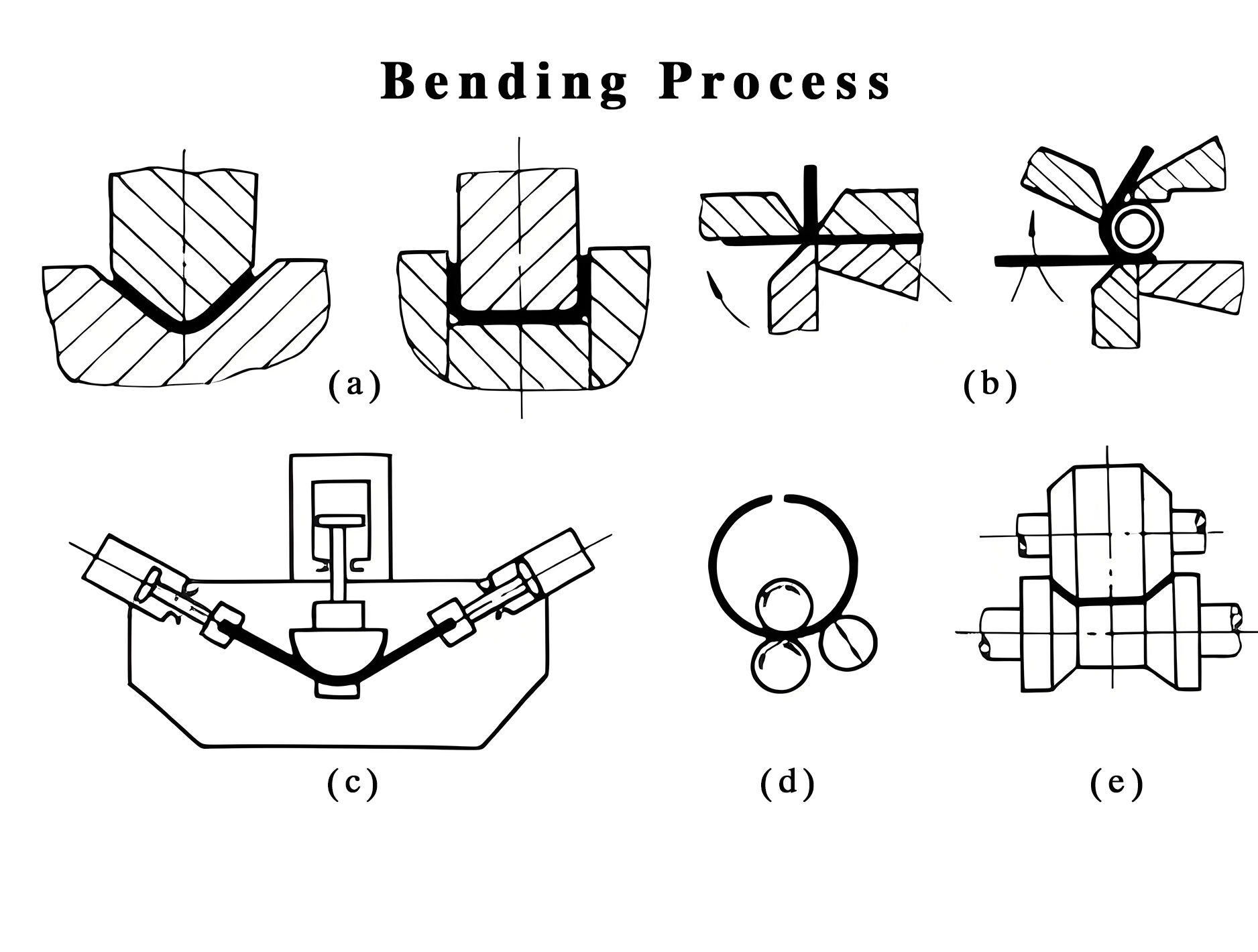
5. Kêmkirina kemerê: Ji bo vê çeqandinê du awayên çeqandinê hene. (a) Li gorî mezinahiya kevana hilberê goşeya guheztinê û mezinahiya X-aksê ya her gavê hesab bikin, guheztina pir-gavekî pêk bînin, û di dawiyê de arkê biqelînin. Ev rêbaza herî biha ye, lê karîgerî ne zêde ye û dijwar e; (b) Bila çêker qalibê kemerê rasterast li gorî mezinahiya kevana hilbera pelê metalê xweş bike. Ev rêbaz bikêrtir e, û kalîteya hilberê û xuyangê jî baştir dibe.
Kêmkirina pola zengarnegir:
Wekî materyalek metalê ya bi hêz û berxwedêr-berxwedan, pola zengarnegir di gelek warên pîşesaziyê de bi berfirehî tê bikar anîn. Lêbelê, dema ku Frensek Çapemenî bikar bînin da ku polayê zengarnegir bixin, bi gelemperî hin pirsgirêk derdikevin. Li jêr kurteyek e û çareseriyên têkildar têne pêşkêş kirin. Ez hêvî dikim ku ew ê ji we re bibe alîkar.
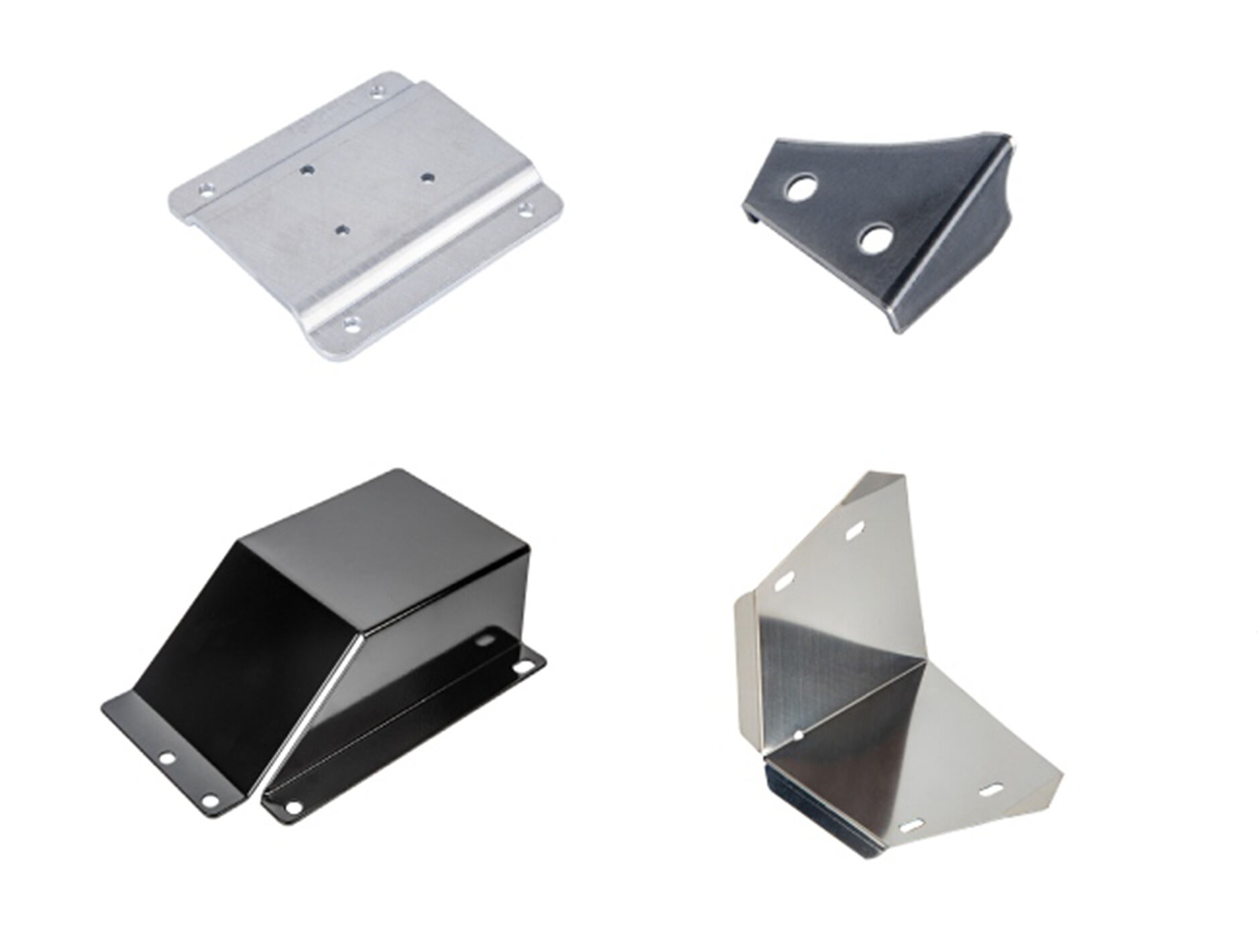
1. Çêçikên rûyê
Pola zengarnegir di dema pêvajoya çeqandinê de mêldarê xêzkirin û şikestinên rûvî ye. Sedemên sereke hene:
- Lixwekirin an sêwirana neguncav a sazkerê
- Pevçûnek zêde di navbera perçeya xebatê û pêvekê de
- Toz an maddeya biyanî li ser rûbera perçeya xebatê
- Cihê qalibê pir piçûk e
Solutions:
- Bi rêkûpêk verastkirinê kontrol bikin û biguhezînin
- Sêwirana sazkerê xweşbîn bikin da ku qada pêwendiyê di navbera perçeya kar û pêvekê de kêm bikin
- Perçeya xebatê û rûyê qalibê paqij bihêlin, û bi rêkûpêk maddeyên biyanî yên li ser rûkê paqij bikin
- Ji bo hilberên bi hewcedariyên bilind, tê pêşniyar kirin ku meriv qalibek guheztinê ya bê şop an fîlimek bê şop bikar bînin

2. Deformasyona materyalê, goşeya bendkirinê standardê nagire
Pola zengarnegir di dema pêvajoya bendkirinê de mêldarê deformasyonê ye. Sedemên sereke hene:
- Hesabkirina nerast a mîqdara pêş-bendkirinê
- Hêza vegerandina zêde ya pola zengarnegir bixwe
- Hilbijartina nerast a qalibê qalibê
Çare:
- Li gorî taybetmendiyên materyalê mîqdara pêş-bendkirinê bi rast hesab bikin
- Pêdivî ye ku Brake Press bi tezmînata mekanîkî ve were saz kirin, ku dê rasterast û estetîka hilberê pir çêtir bike.
- Pêşî polayê zengarnegir bixin û dûv re wê biqewirînin, ku dê rastbûn û estetîka hilberê pir baştir bike, û her weha windabûna Brake Presse kêm bike.
Bi kurtahî, dema ku Brake Press ji bo pêvajokirina pola zengarnegir bikar bînin, pêdivî ye ku meriv gelek faktoran wekî taybetmendiyên materyal, parametreyên pêvajoyê û şertên alavan bihesibîne, û çareseriyên armanckirî bigire da ku kalîteya pêvajoyê û karbidestiya hilberînê misoger bike.
Berhemên Pêşniyar kirin
Nûçeyên Hot
-
Erebistana Siûdî-WC67K 100T 3200 NC Frensa Çapemeniyê & QC12K-4x3200 Makîneya Parzûnê & 3x3100 Makîneya Pevçûn
2024-11-11
-
USA-PANEL 1400PA3-DA BENDING NAVENDA
2024-10-28
-
Arjantîn-WC67K 125T 3200 CNC Brake Press & QC12K-4X3200 Parzûn
2024-10-25
-
Bikaranîna sereke û pêşveçûna navendên Bending
2024-10-24
-
Endonezya-WC67K-30T 1600/63T 2500/100T3200/160T 3200 CNC Brake Press
2024-10-21
-
Meriv çawa bi kêmbûna zextê re di Brake Press de mijûl dibe
2024-10-15
-
Meriv çawa Brakeya Çapemeniyê diparêze: 28 serişteyên ku hûn Brakeya Çapemeniyê di rewşek bêkêmasî de bihêlin
2024-10-04
-
Meksîka WC67K 80T 3200 NC Frensa Çapemeniyê & QC12k-6×3200 Makîneya Şirînê
2024-09-26
-
Rêbernameya Berfireh ji bo Damezrandina Bending
2024-09-26
-
Bi xêr hatin xerîdarên Hindî ku serdana kargeha me bikin
2024-09-23




