










 EN
EN
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 SR
SR
 SK
SK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 BE
BE
 HY
HY
 KA
KA
 UR
UR
 BN
BN
 MN
MN
 KK
KK
 SU
SU
 TG
TG
 UZ
UZ
 KU
KU
 KY
KY

Analisis struktur Rem Tekan
Press Brake seperti kita ketahui merupakan mesin yang digunakan untuk pengolahan lembaran logam. Mesin bending ada banyak macamnya, antara lain mesin bending manual, mesin bending hidrolik, dan mesin bending CNC. Dengan berkembangnya industri modern, CNC Press Brake menempati posisi dominan dalam industri. Keunggulannya adalah kecepatan tinggi, presisi tinggi, dan tingkat kegagalan rendah, yang sangat meningkatkan efisiensi produksi. Pada artikel ini, kami akan melakukan analisis struktur Rem Tekan elektro-hidraulik CNC.
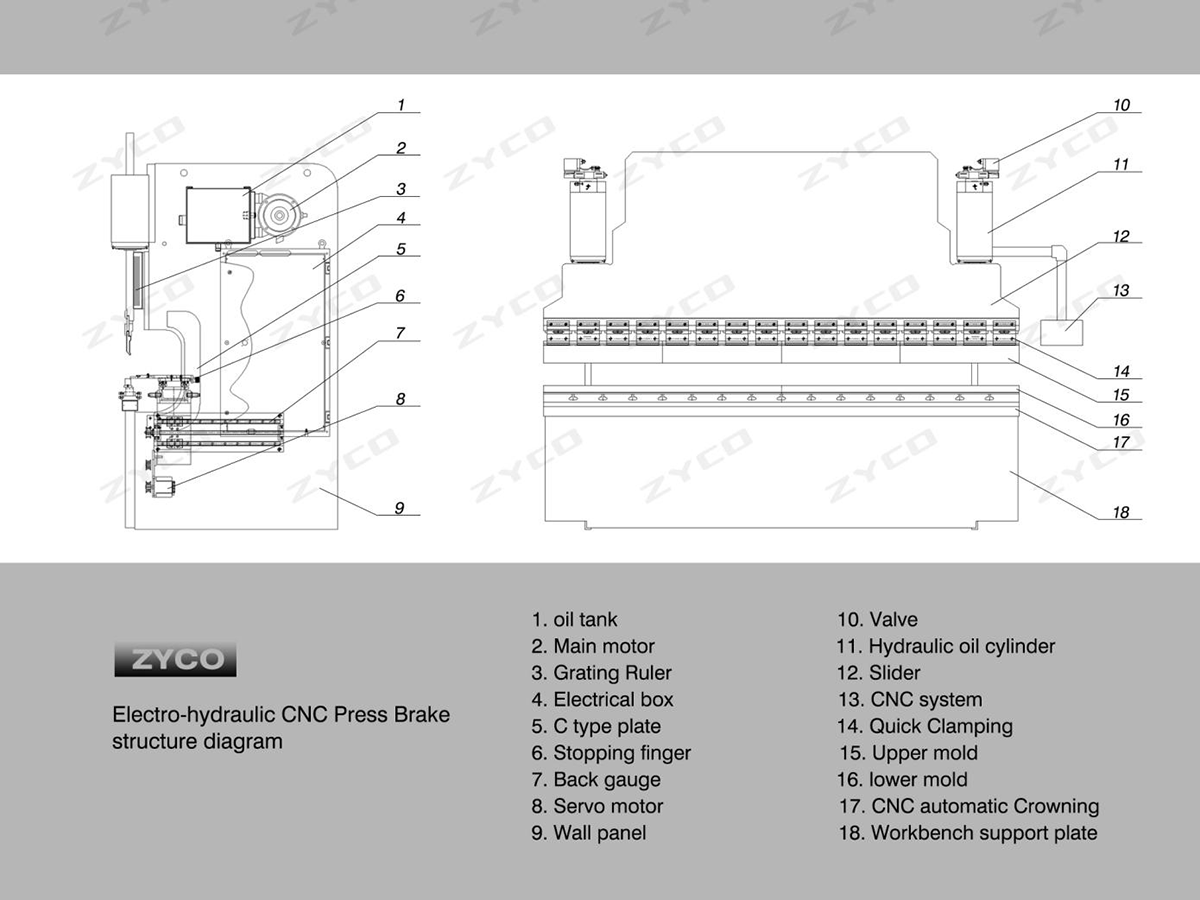
1, Rangka mesin
Rangka alat berat terdiri dari tangki bahan bakar yang dihubungkan ke panel dinding di kedua sisinya dan dilas ke pelat penyangga meja kerja untuk membentuk rangka. Pengelasan rangka secara langsung menentukan kekuatan dasar mesin. Setelah rangka dilas, perlu diproses untuk menghilangkan deformasi sebelum finishing. Pastikan vertikalitas dan paralelisme mesin.
2、Meja kerja
Meja kerja dibagi menjadi: meja kerja Crowning mekanis otomatis, meja kerja Crowning mekanis manual, dan meja kerja biasa. Fungsi dasarnya sama, dan digunakan sebagai penopang dan berfungsi untuk cetakan bawah. Meja kerja biasa tidak memiliki fungsi apa pun. Keuntungan dari meja kerja Crowning mekanis adalah dapat mengimbangi sudut tengah benda kerja yang ditekuk, sehingga benda kerja yang ditekuk menjadi lebih presisi.
3, Penggeser
Blok geser adalah salah satu struktur utama pergerakan mesin. Digunakan untuk memasang penjepit cepat dan cetakan atas untuk menggabungkan seluruh gerakan lentur dengan kayuhan. Aksinya didorong oleh silinder oli, dan kedua sisinya terhubung ke silinder oli. Keakuratan utama dari blok geser adalah kontrol kelurusan. Pengendalian secara langsung akan mempengaruhi kelurusan cetakan atas dan kelurusan benda kerja yang tertekuk.
4. Alat Klem
Klem dibagi menjadi klem biasa dan klem cepat. Klem cepat adalah yang paling banyak digunakan, dengan efisiensi tinggi dan presisi tinggi. Klem dipasang pada penggeser. Tujuannya adalah untuk mengintegrasikan pemasangan dan integrasi setiap bagian cetakan di satu tempat. Keakuratan klem juga secara langsung mempengaruhi keakuratan pemasangan cetakan.

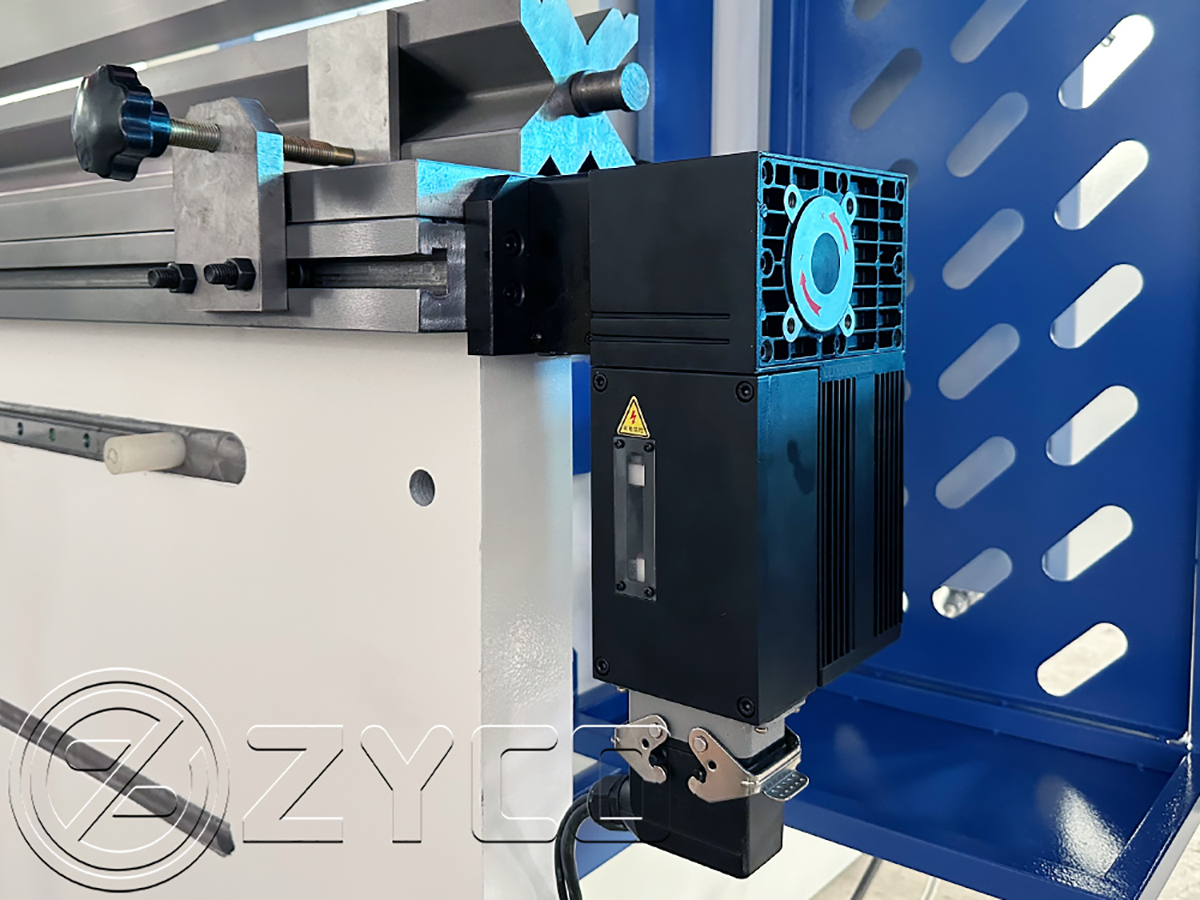
5, Pengukur Belakang
Pengukur belakang pada mesin bending merupakan salah satu bagian penting pada mesin dan digunakan untuk mengontrol dan mengatur posisi serta panjang yang diperlukan untuk membengkokkan benda kerja. Backgauge dipasang di bagian belakang mesin dan memiliki mode pergerakan 1 sumbu, 2 sumbu, 4 sumbu, dan 6 sumbu. Cara mengemudinya adalah dengan memasukkan panjang yang dibutuhkan melalui komputer dan kemudian menggunakan motor servo untuk mengontrol jarak pergerakan. Oleh karena itu, pengukur belakang mesin bending CNC Akurasi pemblokirannya sangat tinggi.
 6、Cetakan
6、Cetakan
Cetakan diperlukan untuk pengoperasian mesin pembengkok. Ini dibagi menjadi cetakan atas dan cetakan bawah. Cetakan atas dipasang pada perlengkapan dan mengikuti pergerakan penggeser untuk menekuk benda kerja. Cetakan bawah dipasang di meja kerja. Ukuran slot cetakan bawah perlu dipilih sesuai dengan Dibedakan berdasarkan ketebalan pelat.
7、Sistem Hidraulik
Sistem hidrolik mengontrol tekanan dan aliran silinder hidrolik dan pergerakan geser mesin bending. Motor utama, pompa oli dan kelompok katup merupakan komponen penting. Energi listrik dan energi mekanik diubah menjadi tekanan hidrolik melalui motor dan pompa oli untuk mencapai pergerakan silinder yang diperlukan untuk tujuan tekanan.
8. Sistem Kontrol
Sistem kendali merupakan otak yang mengirimkan seluruh instruksi gerakan ke mesin pembengkok. Itu dapat menerima perintah dan keluaran dalam bentuk teks, simbol, angka, dan grafik. Itu juga dapat mengeluarkan kode instruksi ketika mesin gagal memfasilitasi inspeksi dan perbaikan. Sistem ini dapat diprogram untuk mencapai tujuan pembengkokan, dan juga dapat menyimpan berbagai program. Saat ini terdapat pilihan fungsi pemrograman seperti digital, grafik 2D, dan grafik 3D. Yang paling banyak digunakan di pasaran adalah sistem kontrol DA53T, DA66T, DA69T, CT8, CT12, dan CT15.

9、Silinder minyak
Silinder oli merupakan salah satu komponen sistem hidrolik dan salah satu komponen penggerak slider untuk bergerak. Tekanan selama pembengkokan juga disediakan oleh silinder oli. Strukturnya adalah blok silinder, kepala silinder, batang piston, dan seal.
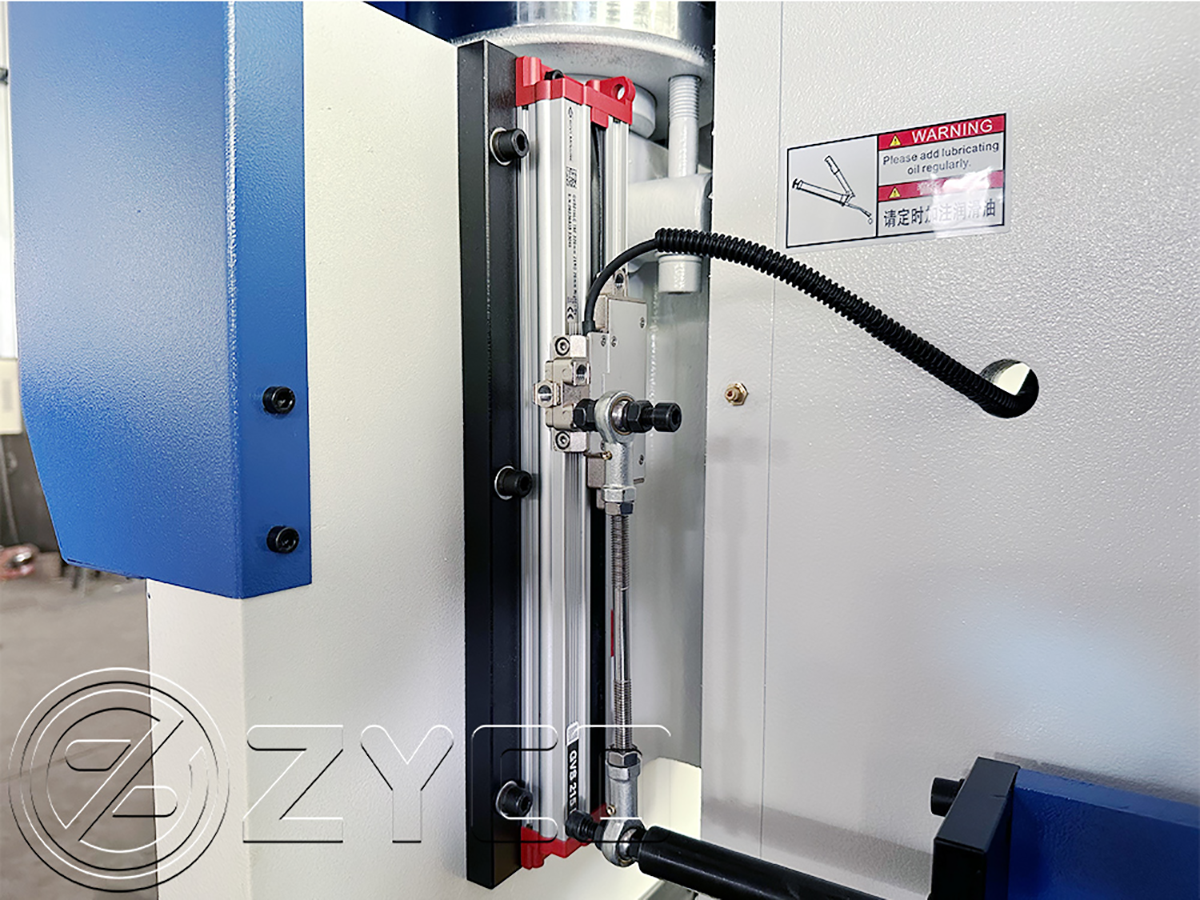
10、Penggaris kisi
Penggaris kisi dipasang di kedua sisi penggeser untuk mengumpankan kembali posisi penggeser yang sedang berjalan dan mengumpankan kembali posisi penggeser ke komputer. Pada saat yang sama, komputer juga akan menghitung dan mengeluarkan nilai target agar penggeser berjalan secara akurat ke posisi yang ditentukan. Akurasi pembengkokan bergantung sepenuhnya pada umpan balik dari skala kisi.
Ringkasan: Artikel ini menunjukkan struktur dan analisis mesin bending CNC secara detail. Jika Anda seorang pemula, Anda dapat membaca artikel ini dengan seksama, yang akan sangat membantu pemahaman Anda tentang mesin bending. ZYCO CNC Machinery Co., Ltd. Dalam mesin bending Dengan 30 tahun pengalaman teknis di industri ini, Anda dapat menelusuri mesin kami atau berkonsultasi dengan staf penjualan kami untuk informasi rinci.
Fitur Produk
Hot Berita
-
Arab Saudi-WC67K 100T 3200 NC Press Brake & QC12K-4x3200 Shearing Machine & 3x3100 Folding Machine
2024-11-11
-
USA-PANEL 1400PA3-DA PUSAT PEMBENGKAKAN
2024-10-28
-
Argentina-WC67K 125T 3200 CNC Press Brake & Mesin Geser QC12K-4X3200
2024-10-25
-
Penggunaan utama dan pengembangan pusat pembengkokan
2024-10-24
-
Mesin Press Rem CNC Indonesia-WC67K-30T 1600/63T 2500/100T3200/160T 3200
2024-10-21
-
Cara mengatasi kurangnya tekanan pada Press Brake
2024-10-15
-
Cara merawat Press Brake: 28 tips agar Press Brake tetap dalam kondisi prima
2024-10-04
-
Meksiko WC67K 80T 3200 NC Press Brake & Mesin Geser QC12k-6×3200
2024-09-26
-
Panduan Lengkap tentang Pembengkokan dan Pembentukan
2024-09-26
-
Selamat datang pelanggan India untuk mengunjungi pabrik kami
2024-09-23




