










 EN
EN
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 SR
SR
 SK
SK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 BE
BE
 HY
HY
 KA
KA
 UR
UR
 BN
BN
 MN
MN
 KK
KK
 SU
SU
 TG
TG
 UZ
UZ
 KU
KU
 KY
KY

Jak ohýbat nerezové plechy?
S rozvojem společnosti se také různými způsoby mění formy produktů, které potřebujeme. Mezi nimi je nejběžnější ohýbání kovů, včetně ohýbání plechů, ohýbání trubek, zaoblení plechů, vytlačování profilů atd.
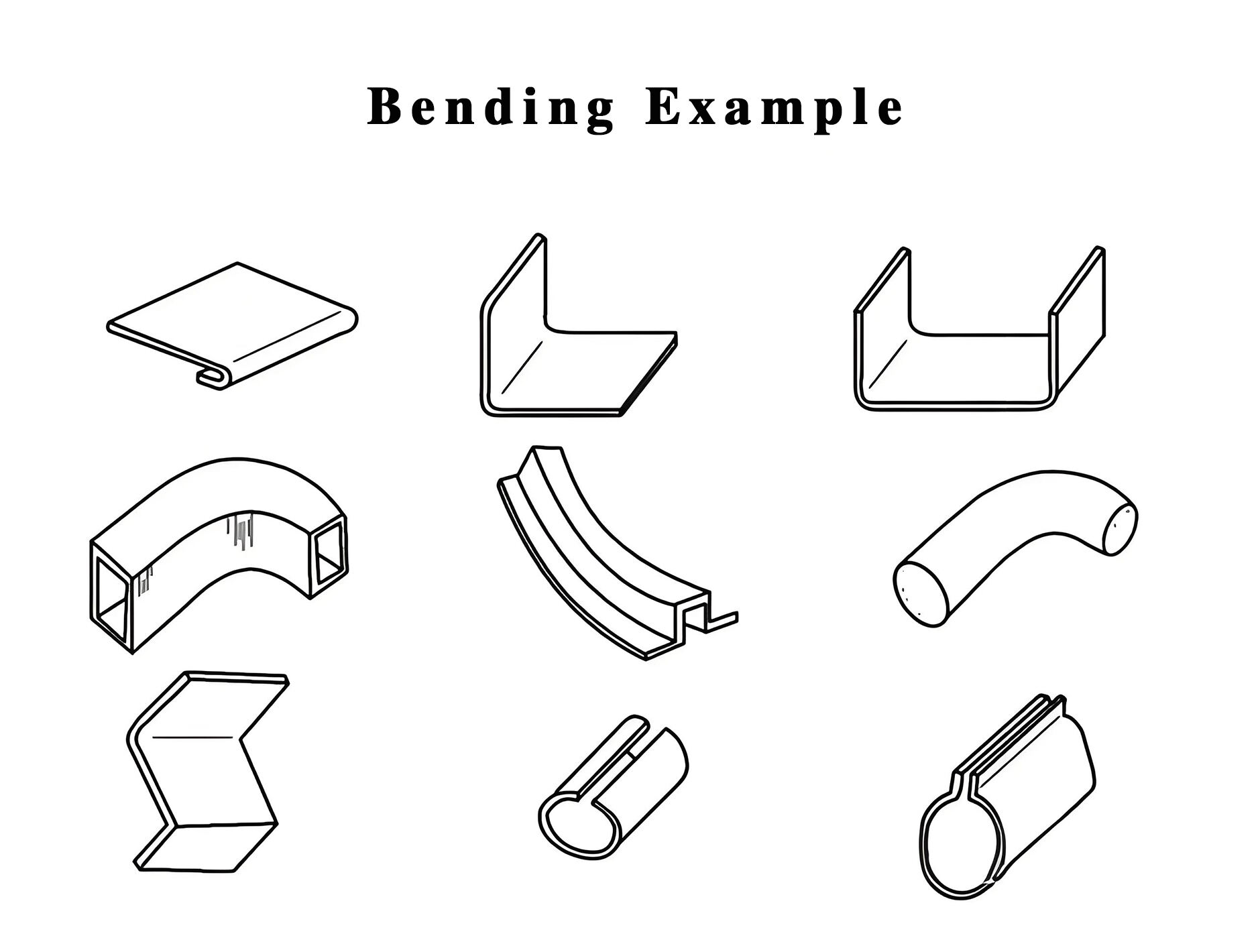
Jaké procesy má ohýbání plechu?
1. Běžné ohýbání: Konvenční ohýbání je použití ohraňovacího lisu k ohýbání plechu do 90°.
2. Ohýbání naplocho: Nejprve ohněte plech do 30° a poté zploštěte úhel 30°. Tento typ ohýbání vyžaduje ostrý nůž horní matrice a zploštění horní matrice. Účelem zploštěného ohýbání je zvýšit celkovou pevnost plechu.
3. Ohýbání závěsů: K provedení více ohybů k vytvoření závěsu je zapotřebí speciální forma na závěsy.
4. Jednorázové tváření ohýbání: Pro maximalizaci efektivity lze tvářecí formu vyrobit na základě tvaru výrobku a konečného tvaru plechového výrobku lze dosáhnout pouze jedním ohybem.
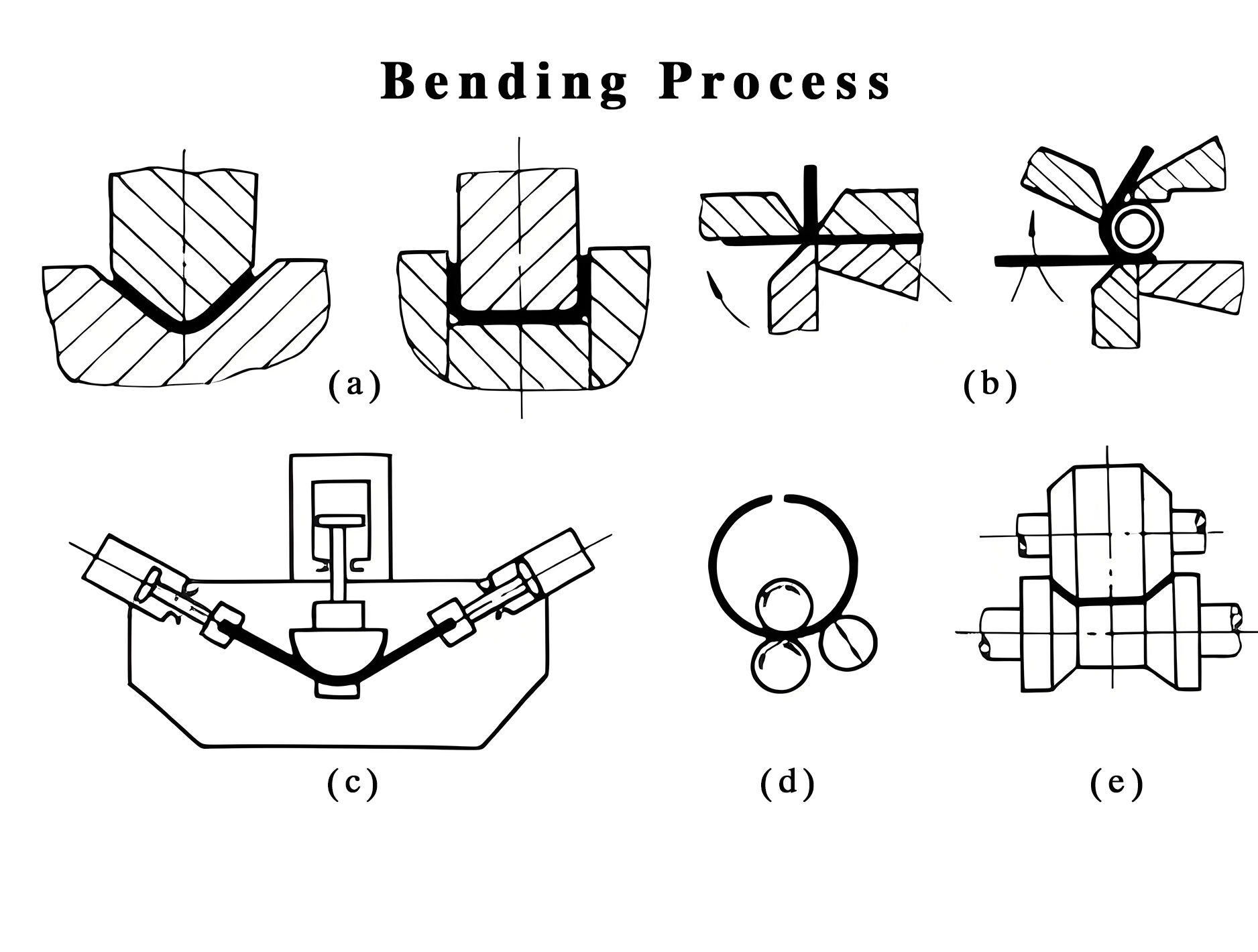
5. Obloukové ohýbání: Pro toto ohýbání existují dva způsoby ohýbání. (a) Vypočítejte úhel ohybu a velikost osy X každého kroku podle velikosti oblouku výrobku, proveďte vícekrokové ohýbání a nakonec oblouk ohněte. Toto je nákladově nejefektivnější metoda, ale účinnost není vysoká a je obtížná; (b) Nechte výrobce upravit obloukovou formu přímo podle velikosti oblouku plechového výrobku. Tato metoda je účinnější a zlepšuje se také kvalita a vzhled produktu.
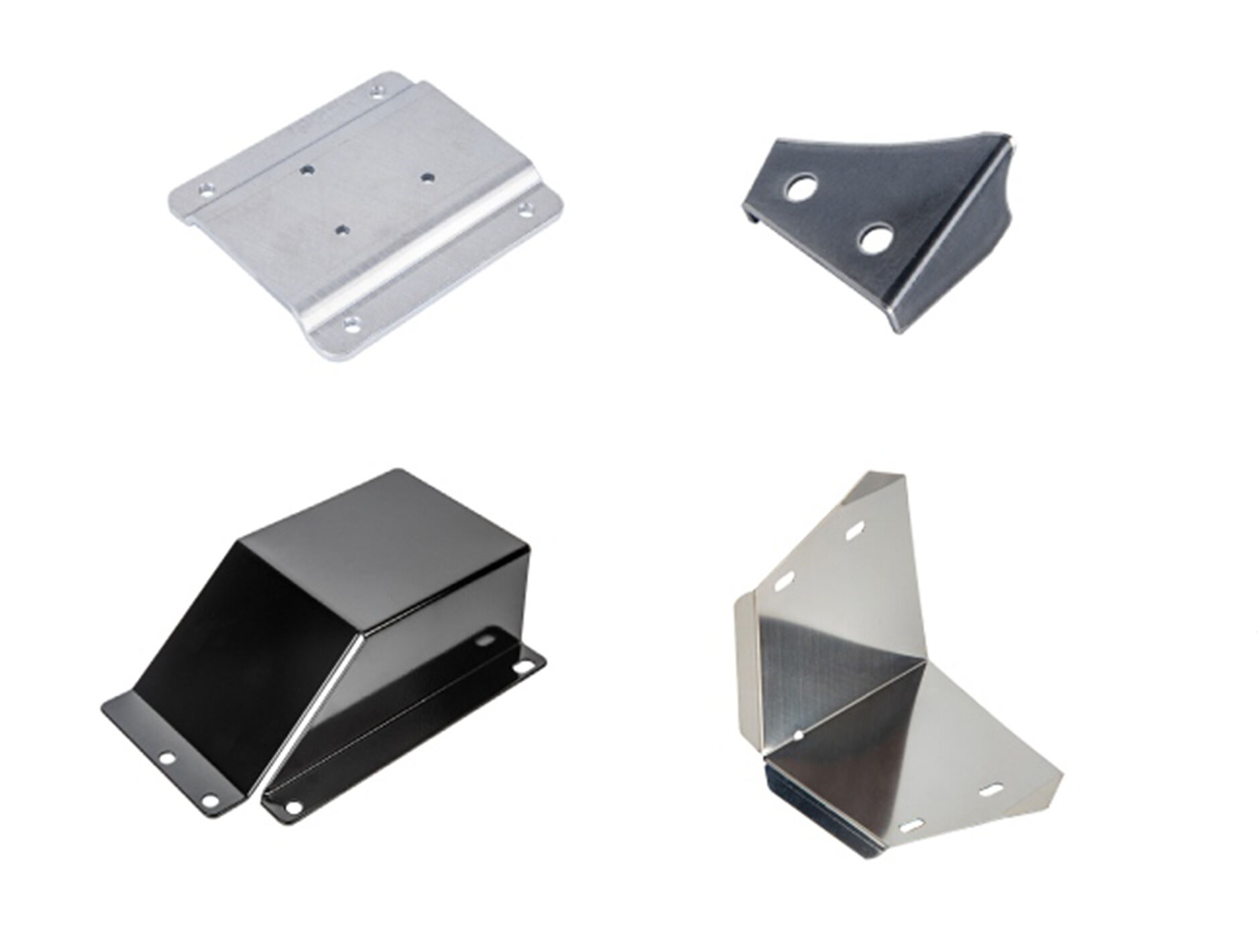
Ohýbání nerezové oceli:
Nerezová ocel je jako kovový materiál s vysokou pevností a odolností proti korozi široce používána v mnoha průmyslových oblastech. Při použití ohraňovacího lisu k ohýbání nerezové oceli se však často vyskytují problémy. Následuje shrnutí a jsou poskytnuta odpovídající řešení. Doufám, že vám to bude užitečné.
1. Povrchové škrábance
Nerezová ocel je náchylná na povrchové škrábance a oděrky během procesu ohýbání. Mezi hlavní důvody patří:
- Opotřebení nebo nesprávná konstrukce svítidla
- Nadměrné tření mezi obrobkem a přípravkem
- Prach nebo cizí předměty na povrchu obrobku
- Otvor formy je příliš malý
Řešení:
- Pravidelně kontrolujte a vyměňujte přípravek
- Optimalizujte design upínače, abyste zmenšili kontaktní plochu mezi obrobkem a upínačem
- Udržujte povrch obrobku a formy v čistotě a pravidelně čistěte cizí předměty na povrchu
- U výrobků s vysokými požadavky se doporučuje použít ohýbací formu bez stopy nebo fólii bez stopy

2. Deformace materiálu, úhel ohybu neodpovídá normě
Nerezová ocel je náchylná k deformaci během procesu ohýbání. Mezi hlavní důvody patří:
- Nesprávný výpočet výše předběžného ohýbání
- Nadměrná odrazová síla samotné nerezové oceli
- Nesprávný výběr zářezu formy
Řešení:
- Přesně vypočítat množství předohybu podle materiálových charakteristik
- Ohraňovací lis musí být vybaven mechanickou kompenzací, která výrazně zlepší přímost a estetiku výrobku
- Nerezovou ocel nejprve prořízněte a poté ji ohněte, což výrazně zlepší přímost a estetiku výrobku a také sníží ztrátu ohraňovacího lisu
Stručně řečeno, při použití ohraňovacího lisu pro zpracování nerezové oceli je nutné vzít v úvahu mnoho faktorů, jako jsou materiálové charakteristiky, parametry procesu a podmínky zařízení, a přijmout cílená řešení pro zajištění kvality zpracování a efektivity výroby.
Doporučené produkty
Horké novinky
-
Saudská Arábie-WC67K 100T 3200 NC ohraňovací lis a nůžky QC12K-4x3200 a skládací stroj 3x3100
2024-11-11
-
USA-PANEL 1400PA3-DA OHÝBACÍ CENTRUM
2024-10-28
-
Argentina-WC67K 125T 3200 CNC ohraňovací lis a nůžky QC12K-4X3200
2024-10-25
-
Hlavní využití a vývoj ohýbacích center
2024-10-24
-
Indonésie-WC67K-30T 1600/63T 2500/100T3200/160T 3200 CNC ohraňovací lis
2024-10-21
-
Jak se vypořádat s nedostatečným tlakem v ohraňovacím lisu
2024-10-15
-
Jak udržovat ohraňovací lis: 28 tipů pro udržení ohraňovacího lisu v perfektním stavu
2024-10-04
-
Mexico WC67K 80T 3200 NC ohraňovací lis a nůžky QC12k-6×3200
2024-09-26
-
Komplexní průvodce tvářením ohybem
2024-09-26
-
Vítejte indické zákazníky k návštěvě naší továrny
2024-09-23




