










 EN
EN
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 SR
SR
 SK
SK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 BE
BE
 HY
HY
 KA
KA
 UR
UR
 BN
BN
 MN
MN
 KK
KK
 SU
SU
 TG
TG
 UZ
UZ
 KU
KU
 KY
KY

Hoe om vlekvrye staalplate te buig?
Met die ontwikkeling van die samelewing is die vorme van produkte wat ons nodig het ook besig om op 'n verskeidenheid maniere te verander. Onder hulle is metaalbuiging die algemeenste, insluitend plaatmetaalbuiging, pypbuiging, plaatmetaalafronding, profielekstrusie, ens.
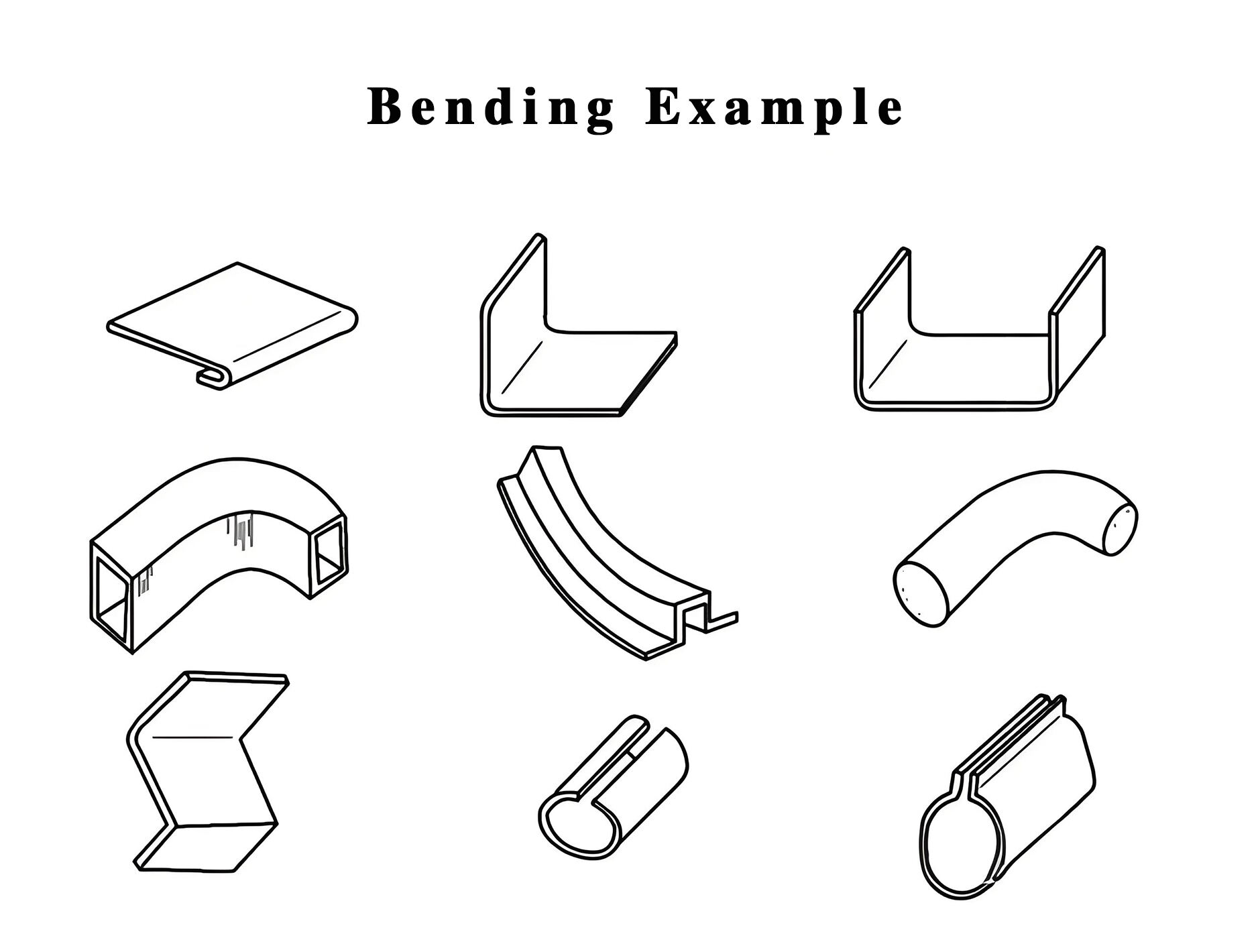
Watter prosesse het plaatmetaalbuiging?
1. Gewone buiging: Konvensionele buiging is om 'n Press Brake te gebruik om die plaatmetaal in 90° te buig.
2. Afplat buig: Buig eers die plaatmetaal in 30°, en druk dan die 30° hoek plat. Hierdie tipe buiging vereis 'n skerp mes bo-matrys en 'n plat bo-matrys. Die doel van afplatte buiging is om die algehele sterkte van die plaatmetaal te verbeter.
3. Skarnierbuiging: 'n Spesiale skarniervorm word benodig om veelvuldige buigings uit te voer om 'n skarnier te vorm.
4. Eenmalige vormbuiging: Om doeltreffendheid te maksimeer, kan die vormvorm gemaak word op grond van die produkvorm, en die finale vorm van die plaatmetaalproduk kan met net een buiging verkry word.
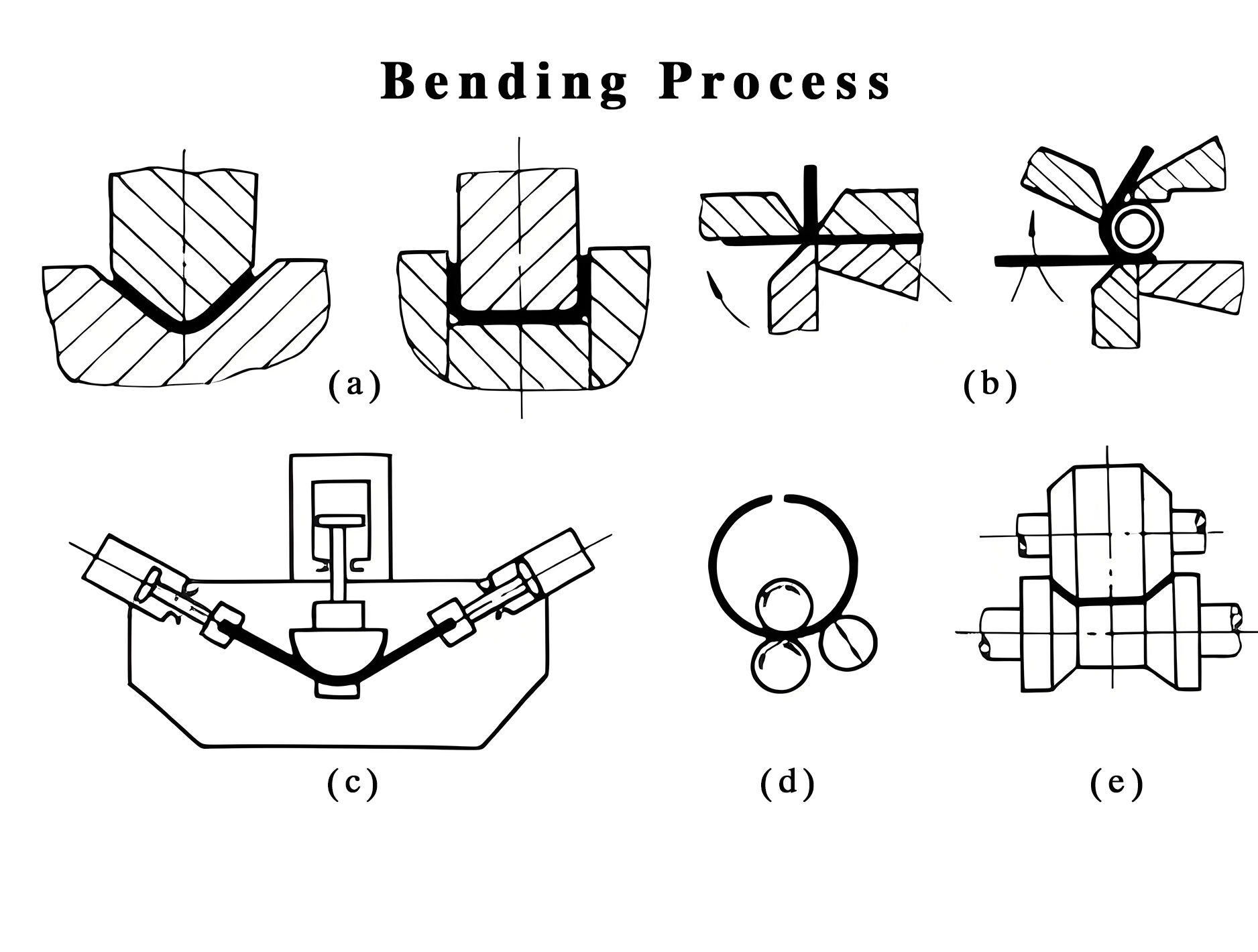
5. Boogbuiging: Daar is twee buigmetodes vir hierdie buiging. (a) Bereken die buighoek en X-asgrootte van elke stap volgens die grootte van die produkboog, voer multi-stap buiging uit, en buig laastens die boog. Dit is die mees koste-effektiewe metode, maar die doeltreffendheid is nie hoog nie en dit is moeilik; (b) Laat die vervaardiger die boogvorm direk volgens die grootte van die boog van die plaatmetaalproduk aanpas. Hierdie metode is meer doeltreffend, en die produkkwaliteit en voorkoms word ook verbeter.
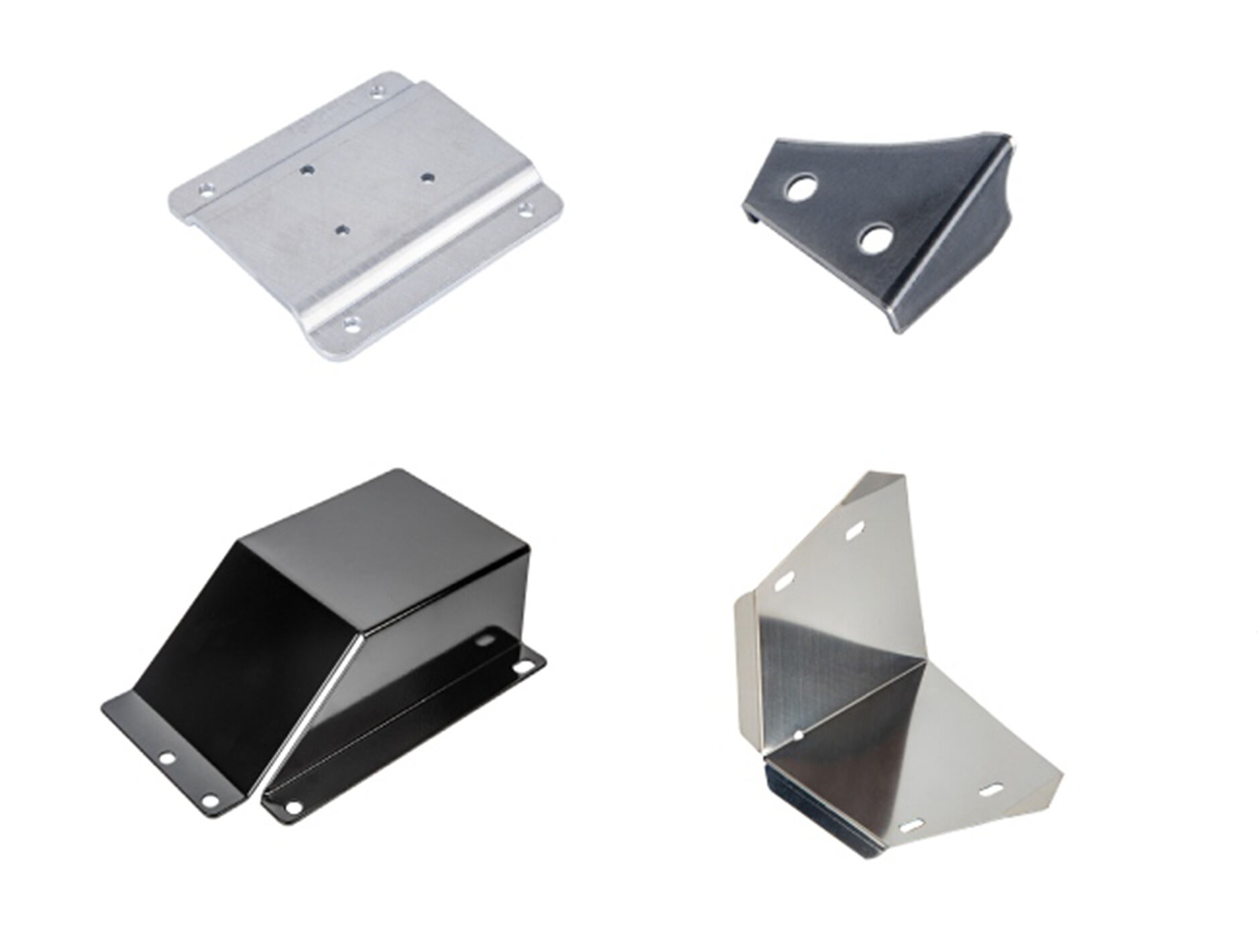
Vlekvrye staal buiging:
As 'n hoësterkte en korrosiebestande metaalmateriaal word vlekvrye staal wyd in baie industriële gebiede gebruik. Wanneer 'n drukrem egter gebruik word om vlekvrye staal te buig, word sommige probleme dikwels ondervind. Die volgende is 'n opsomming en ooreenstemmende oplossings word verskaf. Ek hoop dit sal vir jou nuttig wees.
1. Oppervlak skrape
Vlekvrye staal is geneig tot oppervlakskrape en skaafplekke tydens die buigproses. Die hoofredes sluit in:
- Dra of onbehoorlike ontwerp van die toebehore
- Oormatige wrywing tussen die werkstuk en die bevestiging
- Stof of vreemde stowwe op die werkstukoppervlak
- Die vormgleuf is te klein
Oplossings:
- Kontroleer en vervang die toebehore gereeld
- Optimaliseer die armatuurontwerp om die kontakarea tussen die werkstuk en die armatuur te verminder
- Hou die werkstuk en vormoppervlak skoon, en maak gereeld die vreemde materiaal op die oppervlak skoon
- Vir produkte met hoë vereistes word dit aanbeveel om 'n spoorlose buigvorm of 'n spoorlose film te gebruik

2. Materiaal vervorming, buighoek voldoen nie aan die standaard nie
Vlekvrye staal is geneig tot vervorming tydens die buigproses. Die hoofredes sluit in:
- Onbehoorlike berekening van voorbuigbedrag
- Oormatige terugslagkrag van vlekvrye staal self
- Onbehoorlike keuse van vormkerf
Oplossing:
- Bereken die hoeveelheid voorbuiging akkuraat volgens materiaalkenmerke
- Die persrem moet toegerus wees met meganiese kompensasie, wat die reguitheid en estetika van die produk aansienlik sal verbeter
- Maak eers die vlekvrye staal oop en buig dit dan, wat die reguitheid en estetika van die produk aansienlik sal verbeter, en ook die verlies van die persrem sal verminder
Ter opsomming, wanneer 'n Persrem gebruik word om vlekvrye staal te verwerk, is dit nodig om baie faktore soos materiaalkenmerke, prosesparameters en toerustingtoestande in ag te neem, en doelgerigte oplossings te neem om verwerkingskwaliteit en produksiedoeltreffendheid te verseker.
Aanbeveel Produkte
Warm nuus
-
Saoedi-Arabië-WC67K 100T 3200 NC persrem & QC12K-4x3200 skeermasjien en 3x3100 voumasjien
2024-11-11
-
VSA-PANEEL 1400PA3-DA BUIG SENTRUM
2024-10-28
-
Argentinië-WC67K 125T 3200 CNC Persrem & QC12K-4X3200 skeermasjien
2024-10-25
-
Hoofgebruike en ontwikkeling van Buigsentrums
2024-10-24
-
Indonesië-WC67K-30T 1600/63T 2500/100T3200/160T 3200 CNC drukrem
2024-10-21
-
Hoe om die gebrek aan druk in die Persrem te hanteer
2024-10-15
-
Hoe om 'n persrem in stand te hou: 28 wenke om die persrem in perfekte toestand te hou
2024-10-04
-
Mexiko WC67K 80T 3200 NC drukrem & QC12k-6×3200 skeermasjien
2024-09-26
-
Omvattende gids tot buigvorming
2024-09-26
-
Welkom Indiese kliënte om ons fabriek te besoek
2024-09-23




