










 EN
EN
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 SR
SR
 SK
SK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 BE
BE
 HY
HY
 KA
KA
 UR
UR
 BN
BN
 MN
MN
 KK
KK
 SU
SU
 TG
TG
 UZ
UZ
 KU
KU
 KY
KY

Làm thế nào để uốn cong tấm thép không gỉ?
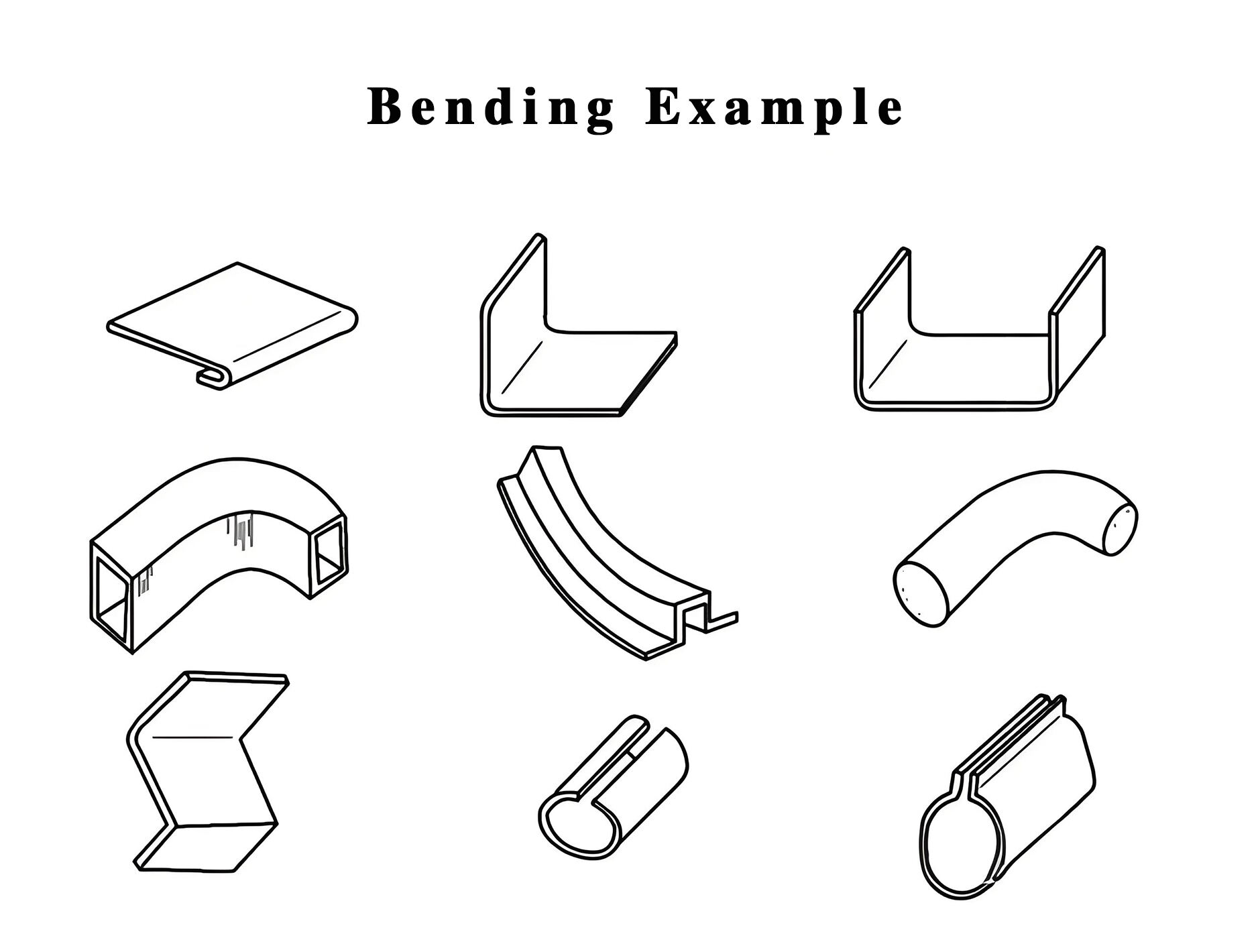
Với sự phát triển của xã hội, các hình thức sản phẩm chúng ta cần cũng đang thay đổi theo nhiều cách khác nhau. Trong đó, uốn kim loại là phổ biến nhất, bao gồm uốn kim loại tấm, uốn ống, bo tròn kim loại tấm, đùn định hình, v.v.
Uốn tấm kim loại có những quy trình nào?
1. Uốn thông thường: Uốn thông thường là sử dụng máy ép thủy lực để uốn tấm kim loại thành góc 90°.
2. Uốn dẹt: Uốn tấm kim loại thành góc 30° trước, sau đó làm phẳng góc 30°. Kiểu uốn này đòi hỏi khuôn trên bằng dao sắc và khuôn trên làm phẳng. Mục đích của uốn dẹt là để tăng cường độ bền tổng thể của tấm kim loại.
3. Uốn bản lề: Cần có khuôn bản lề đặc biệt để thực hiện nhiều lần uốn cong để tạo thành bản lề.
4. Uốn định hình một lần: Để đạt hiệu quả tối đa, khuôn định hình có thể được chế tạo dựa trên hình dạng sản phẩm và có thể đạt được hình dạng cuối cùng của sản phẩm kim loại tấm chỉ bằng một lần uốn.
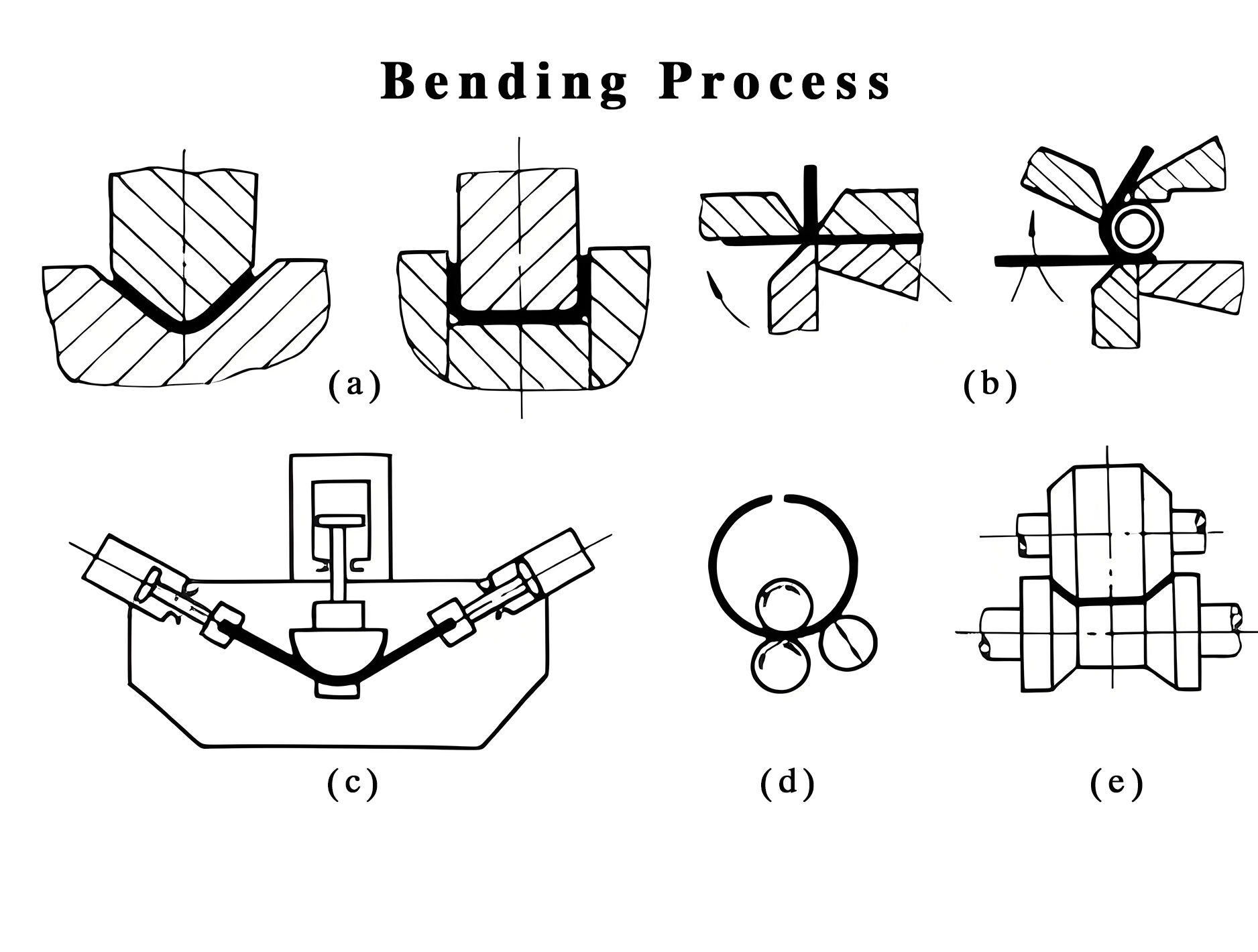
5. Uốn cong hồ quang: Có hai phương pháp uốn cho phương pháp uốn này. (a) Tính toán góc uốn và kích thước trục X của từng bước theo kích thước của cung sản phẩm, thực hiện uốn nhiều bước và cuối cùng uốn cong cung. Đây là phương pháp hiệu quả nhất về mặt chi phí, nhưng hiệu quả không cao và khó; (b) Để nhà sản xuất tùy chỉnh khuôn cung trực tiếp theo kích thước cung của sản phẩm kim loại tấm. Phương pháp này hiệu quả hơn và chất lượng và hình thức sản phẩm cũng được cải thiện.
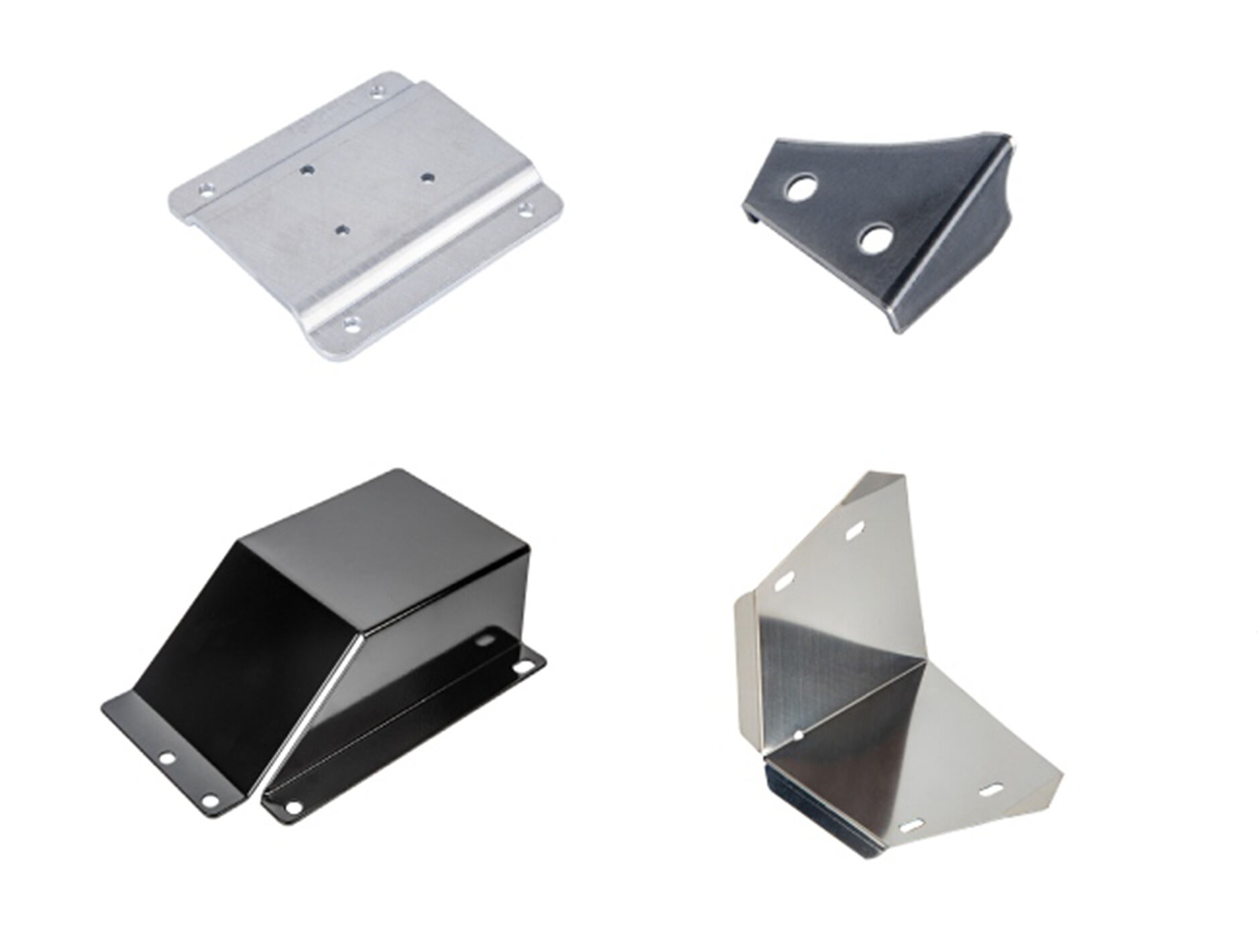
Uốn thép không gỉ:
Là vật liệu kim loại có độ bền cao và chống ăn mòn, thép không gỉ được sử dụng rộng rãi trong nhiều lĩnh vực công nghiệp. Tuy nhiên, khi sử dụng Máy ép thủy lực để uốn thép không gỉ, thường gặp phải một số vấn đề. Sau đây là tóm tắt và các giải pháp tương ứng được cung cấp. Tôi hy vọng nó sẽ hữu ích cho bạn.
1. Vết xước bề mặt
Thép không gỉ dễ bị trầy xước và mài mòn bề mặt trong quá trình uốn. Những lý do chính bao gồm:
- Thiết kế đồ đạc bị mòn hoặc không phù hợp
- Ma sát quá mức giữa chi tiết gia công và đồ gá
- Bụi hoặc vật lạ trên bề mặt chi tiết gia công
- Khe khuôn quá nhỏ
Giải pháp:
- Kiểm tra và thay thế đồ đạc thường xuyên
- Tối ưu hóa thiết kế đồ gá để giảm diện tích tiếp xúc giữa chi tiết gia công và đồ gá
- Giữ bề mặt phôi và khuôn sạch sẽ, thường xuyên vệ sinh vật lạ bám trên bề mặt
- Đối với sản phẩm có yêu cầu cao, khuyến cáo sử dụng khuôn uốn không vết hoặc màng uốn không vết

2. Biến dạng vật liệu, góc uốn không đạt tiêu chuẩn
Thép không gỉ dễ bị biến dạng trong quá trình uốn cong. Những lý do chính bao gồm:
- Tính toán lượng uốn trước không đúng
- Lực phục hồi quá lớn của bản thân thép không gỉ
- Lựa chọn rãnh khuôn không đúng
Giải pháp:
- Tính toán chính xác lượng uốn trước theo đặc tính vật liệu
- Máy ép thủy lực cần được trang bị bộ bù cơ học, điều này sẽ cải thiện đáng kể độ thẳng và tính thẩm mỹ của sản phẩm
- Rãnh thép không gỉ trước rồi uốn cong, điều này sẽ cải thiện đáng kể độ thẳng và tính thẩm mỹ của sản phẩm, đồng thời cũng giảm thiểu hao hụt của máy ép phanh.
Tóm lại, khi sử dụng máy ép thủy lực để gia công thép không gỉ, cần phải cân nhắc nhiều yếu tố như đặc tính vật liệu, thông số quy trình và điều kiện thiết bị, đồng thời đưa ra các giải pháp cụ thể để đảm bảo chất lượng gia công và hiệu quả sản xuất.
Sản phẩm khuyến cáo
Tin tức nóng
-
Saudi Arabia-WC67K 100T 3200 NC Press Brake & QC12K-4x3200 Máy cắt & Máy gấp 3x3100
2024-11-11
-
USA-PANEL 1400PA3-DA TRUNG TÂM UỐN
2024-10-28
-
Argentina-WC67K 125T 3200 Máy ép phanh CNC & Máy cắt QC12K-4X3200
2024-10-25
-
Công dụng chính và sự phát triển của các trung tâm uốn
2024-10-24
-
Indonesia-WC67K-30T 1600/63T 2500/100T3200/160T 3200 Máy ép phanh CNC
2024-10-21
-
Cách xử lý tình trạng thiếu áp suất trong máy ép phanh
2024-10-15
-
Cách bảo dưỡng máy ép thủy lực: 28 mẹo để giữ máy ép thủy lực luôn trong tình trạng hoàn hảo
2024-10-04
-
Máy ép thủy lực Mexico WC67K 80T 3200 NC & Máy cắt QC12k-6×3200
2024-09-26
-
Hướng dẫn toàn diện về uốn cong tạo hình
2024-09-26
-
Chào mừng khách hàng Ấn Độ đến thăm nhà máy của chúng tôi
2024-09-23




