










 EN
EN
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 SR
SR
 SK
SK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 BE
BE
 HY
HY
 KA
KA
 UR
UR
 BN
BN
 MN
MN
 KK
KK
 SU
SU
 TG
TG
 UZ
UZ
 KU
KU
 KY
KY

Zanglamaydigan po'latdan yasalgan plitalarni qanday egish kerak?
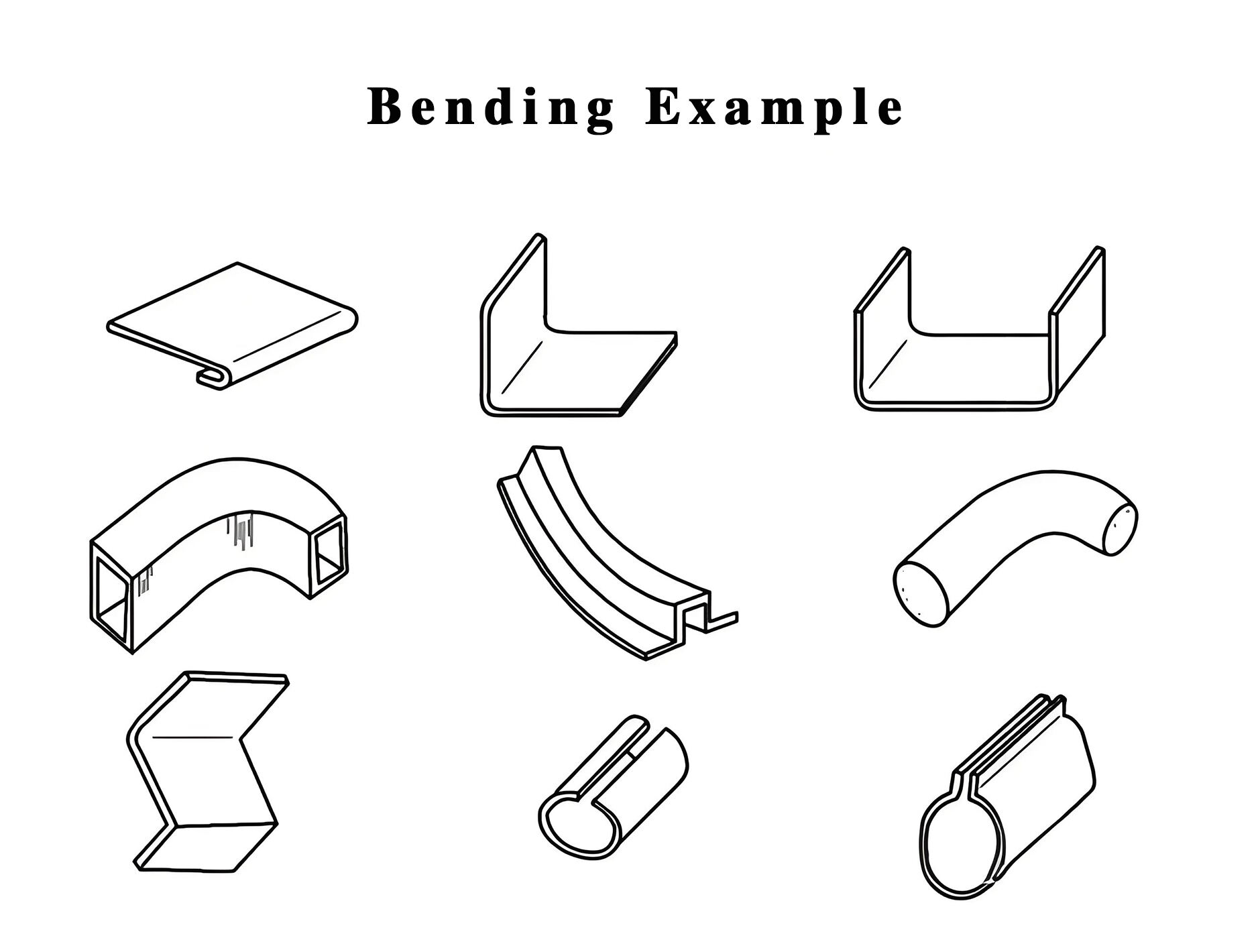
Jamiyat rivojlanishi bilan bizga kerak bo'lgan mahsulot shakllari ham turli yo'llar bilan o'zgarib bormoqda. Ularning orasida metallni bükme eng keng tarqalgan bo'lib, shu jumladan lavha metallni bükme, quvurlarni bükme, lavhani yaxlitlash, profil ekstruziyasi va boshqalar.
Plitalar egilishi qanday jarayonlarga ega?
1. Oddiy bükme: An'anaviy bükme - bu 90 ° ga burish uchun tormoz pressidan foydalanish.
2. Yassilash egilishi: birinchi navbatda metall lavhani 30 ° ga egib, so'ngra 30 ° burchakni tekislang. Ushbu turdagi egilish uchun o'tkir pichoqli ustki matritsa va tekislanadigan ustki qolip kerak. Yassilashning egilishidan maqsad lavhaning umumiy mustahkamligini oshirishdir.
3. Menteşe bükülmesi: Menteşe hosil qilish uchun bir nechta burmalarni bajarish uchun maxsus menteşe qolipi talab qilinadi.
4. Bir martalik shakllantirish bükme: Samaradorlikni maksimal darajada oshirish uchun, shakllantirish qolipi mahsulot shakliga asoslangan holda amalga oshirilishi mumkin va metall lavha mahsulotining yakuniy shakli faqat bitta egilish bilan amalga oshirilishi mumkin.
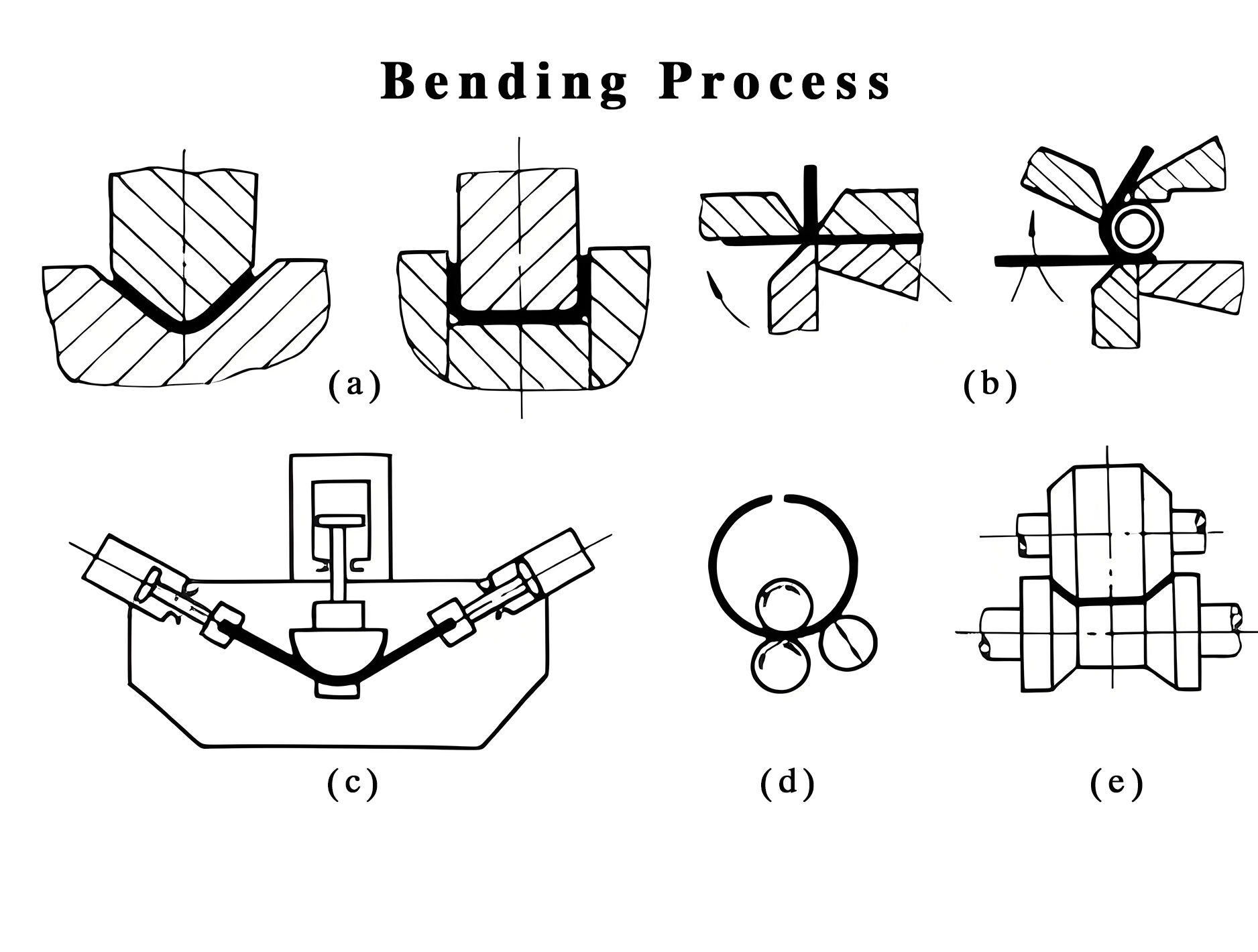
5. Arkni bükme: Bu bükme uchun ikkita bükme usuli mavjud. (a) mahsulot yoyi o'lchamiga ko'ra har bir qadamning egilish burchagi va X o'qi o'lchamini hisoblang, ko'p bosqichli egilishni bajaring va oxirida yoyni eging. Bu eng tejamkor usul, ammo samaradorlik yuqori emas va bu qiyin; (b) Ishlab chiqaruvchiga yoy qolipini to'g'ridan-to'g'ri metall lavha mahsulotining yoyi o'lchamiga qarab sozlashiga ruxsat bering. Bu usul samaraliroq bo'lib, mahsulot sifati va tashqi ko'rinishi ham yaxshilanadi.
Zanglamaydigan po'latdan bükme:
Yuqori quvvatli va korroziyaga chidamli metall material sifatida zanglamaydigan po'latdan ko'plab sanoat sohalarida keng qo'llaniladi. Biroq, zanglamaydigan po'latni egish uchun Press Tormozdan foydalanilganda, ko'pincha ba'zi muammolar paydo bo'ladi. Quyida xulosa va tegishli yechimlar keltirilgan. Umid qilamanki, bu sizga foydali bo'ladi.
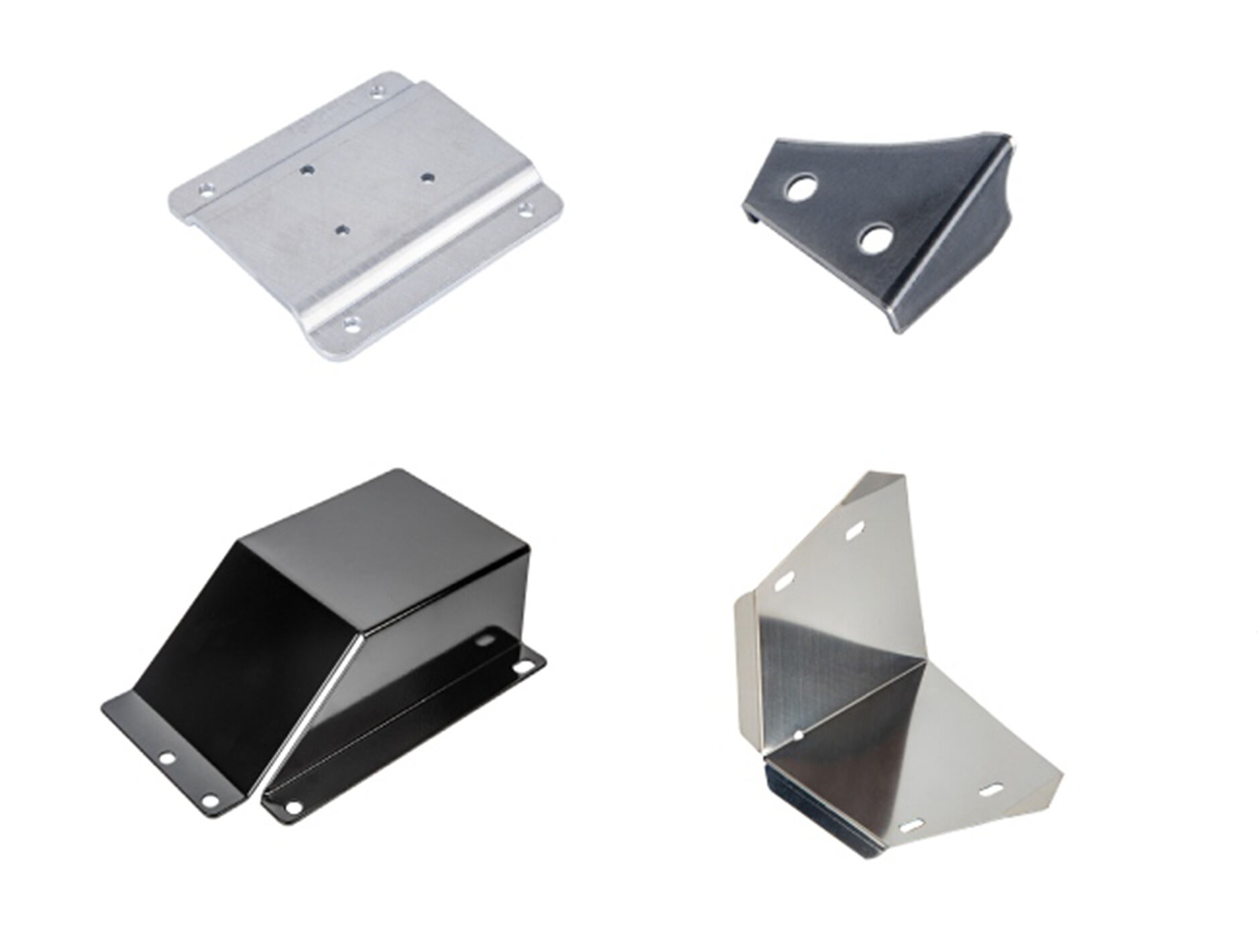
1. Yuzaki tirnalgan joylar
Zanglamaydigan po'latdan egilish jarayonida sirt chizish va aşınmaya moyil bo'ladi. Asosiy sabablarga quyidagilar kiradi:
- Armaturaning eskirishi yoki noto'g'ri dizayni
- ishlov beriladigan qism va armatura orasidagi ortiqcha ishqalanish
- Ish qismi yuzasida chang yoki begona moddalar
- Qolib uyasi juda kichik
Solutions:
- Doimiy ravishda armaturani tekshiring va almashtiring
- Ish qismi va armatura orasidagi aloqa maydonini kamaytirish uchun armatura dizaynini optimallashtiring
- Ish qismini va qolip yuzasini toza tuting va sirtdagi begona moddalarni muntazam tozalang
- Yuqori talablarga ega bo'lgan mahsulotlar uchun izsiz bukuvchi qolip yoki izsiz plyonkadan foydalanish tavsiya etiladi

2. Materialning deformatsiyasi, egilish burchagi standartga mos kelmaydi
Zanglamaydigan po'latdan bükme jarayonida deformatsiyaga moyil. Asosiy sabablarga quyidagilar kiradi:
- Oldindan egilish miqdorini noto'g'ri hisoblash
- Zanglamaydigan po'latning o'zi ortiqcha orqaga qaytish kuchi
- mog'or tirqishini noto'g'ri tanlash
Qarori:
- Materiallar xususiyatlariga ko'ra, oldingi egilish miqdorini to'g'ri hisoblang
- Matbuot tormozi mexanik kompensatsiya bilan jihozlangan bo'lishi kerak, bu mahsulotning tekisligi va estetikasini sezilarli darajada yaxshilaydi.
- Avval zanglamaydigan po'latni yivga soling va keyin uni egib oling, bu mahsulotning to'g'riligi va estetikasini sezilarli darajada yaxshilaydi, shuningdek, tormoz pressining yo'qolishini kamaytiradi.
Xulosa qilib aytganda, zanglamaydigan po'latdan ishlov berish uchun Press Tormozdan foydalanilganda, materialning xususiyatlari, jarayon parametrlari va uskunalar sharoitlari kabi ko'plab omillarni hisobga olish va qayta ishlash sifati va ishlab chiqarish samaradorligini ta'minlash uchun maqsadli echimlarni qabul qilish kerak.
Tavsiya Mahsulotlar
Qaynoq yangiliklar
-
Saudiya Arabistoni-WC67K 100T 3200 NC press tormozi va QC12K-4x3200 qirqish mashinasi va 3x3100 katlama mashinasi
2024-11-11
-
USA-PANEL 1400PA3-DA BIKMA MARKAZI
2024-10-28
-
Argentina-WC67K 125T 3200 CNC press tormozi va QC12K-4X3200 qirqish mashinasi
2024-10-25
-
Bükme markazlarining asosiy qo'llanilishi va rivojlanishi
2024-10-24
-
Indoneziya-WC67K-30T 1600/63T 2500/100T3200/160T 3200 CNC press tormozi
2024-10-21
-
Matbuot tormozidagi bosim yo'qligi bilan qanday kurashish mumkin
2024-10-15
-
Tormoz pressini qanday saqlash kerak: Press tormozni mukammal holatda saqlash uchun 28 ta maslahat
2024-10-04
-
Mexico WC67K 80T 3200 NC press tormozi va QC12k-6×3200 qirqish mashinasi
2024-09-26
-
Bükme shakllantirish bo'yicha keng qamrovli qo'llanma
2024-09-26
-
Hindistonlik mijozlarni fabrikamıza tashrif buyurish uchun xush kelibsiz
2024-09-23




