










 EN
EN
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 SR
SR
 SK
SK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 BE
BE
 HY
HY
 KA
KA
 UR
UR
 BN
BN
 MN
MN
 KK
KK
 SU
SU
 TG
TG
 UZ
UZ
 KU
KU
 KY
KY

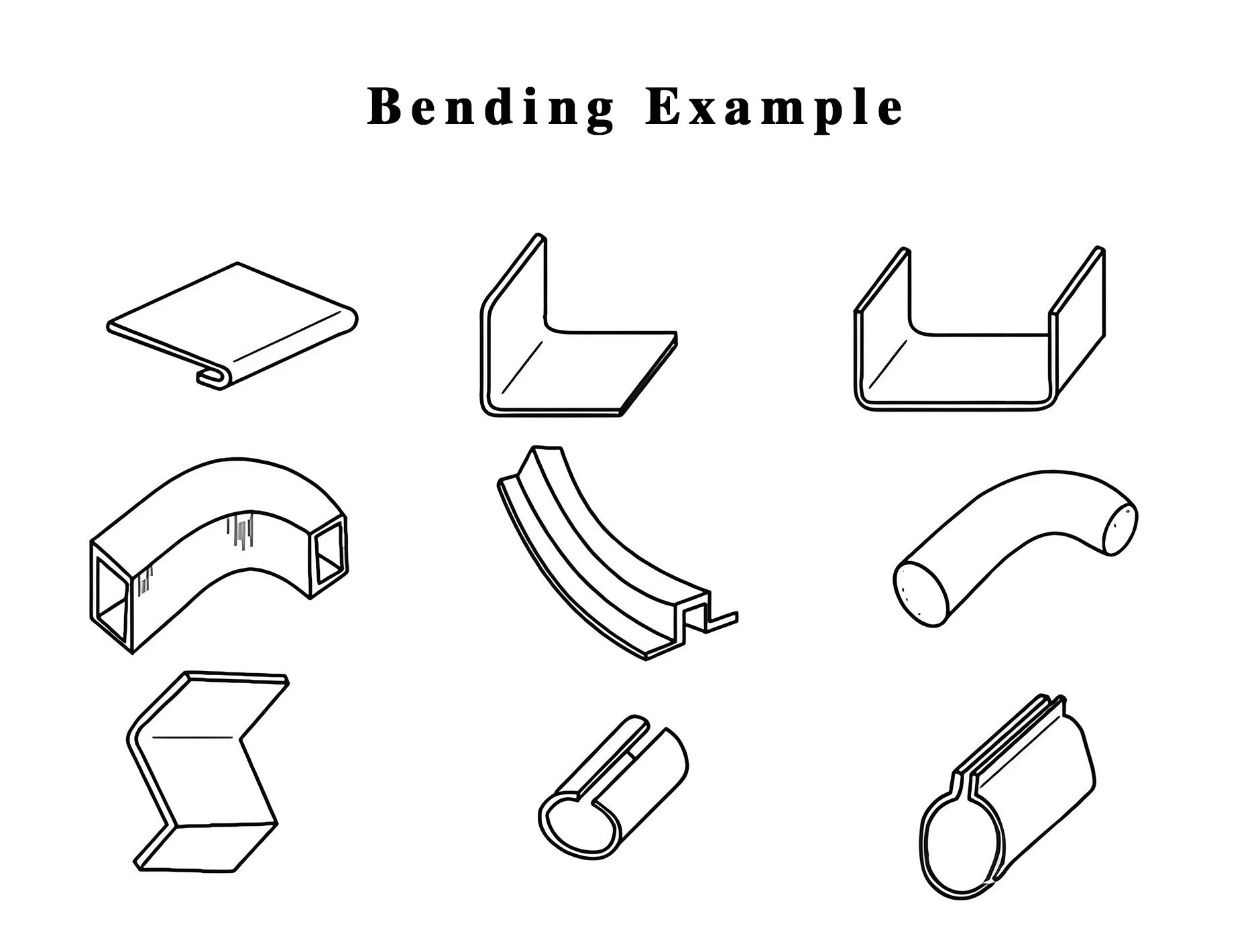
Toplumun gelişmesiyle birlikte ihtiyaç duyduğumuz ürün biçimleri de çeşitli şekillerde değişiyor. Bunların arasında en yaygın olanı metal bükme olup sac bükme, boru bükme, sac yuvarlama, profil ekstrüzyonu vb.
Sac bükümü hangi işlemlerden geçer?
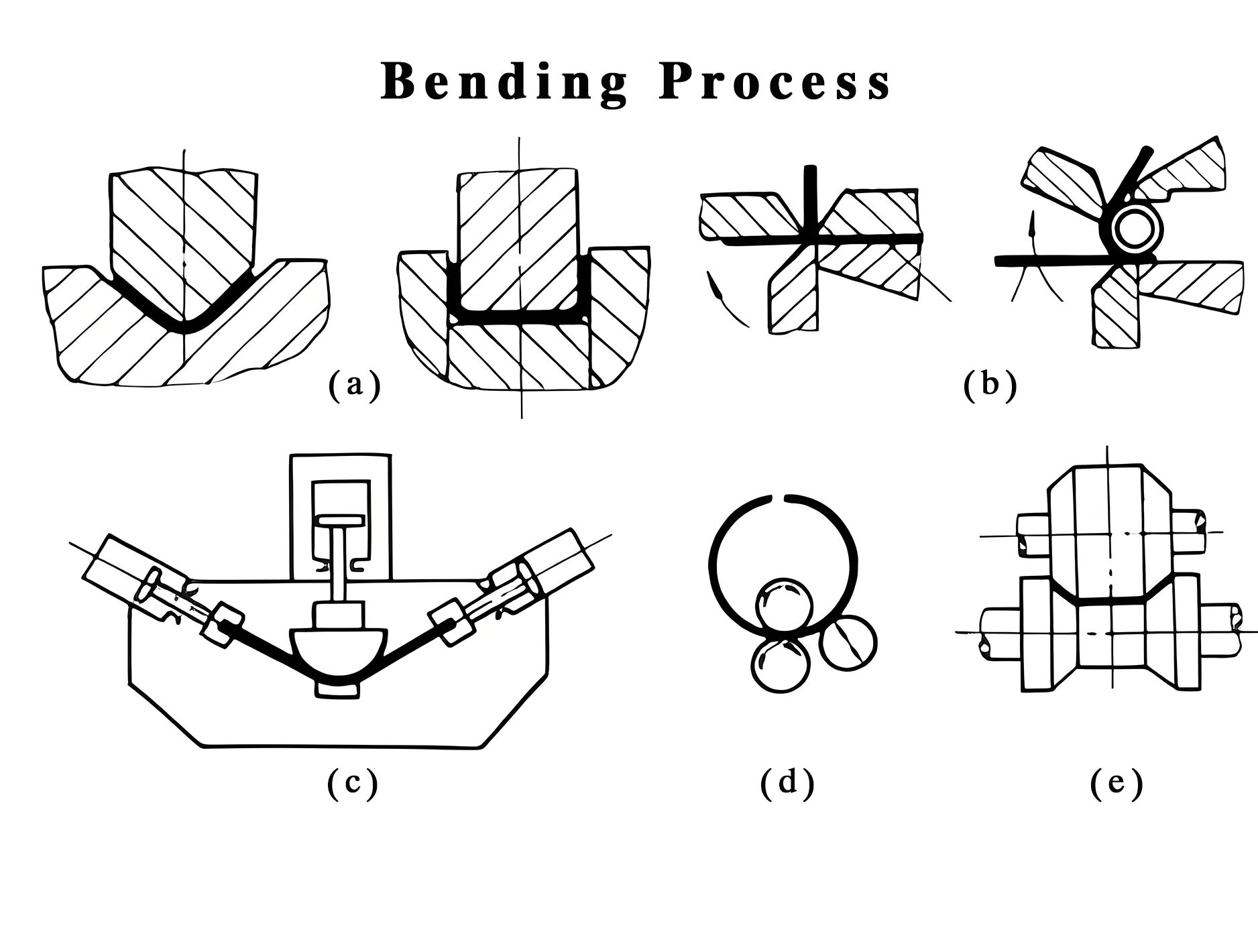
1. Sıradan bükme: Geleneksel bükme, sac levhayı pres pres makinesi kullanarak 90° bükmektir.
2. Düzleştirme bükme: Sac levhayı önce 30° bükün ve ardından 30° açıyı düzleştirin. Bu tür bükme keskin bir bıçak üst kalıbı ve düzleştirme üst kalıbı gerektirir. Düzleştirme bükmenin amacı sac levhanın genel mukavemetini artırmaktır.
3. Menteşe bükme: Bir menteşeyi oluşturmak için birden fazla bükme işlemi yapmak amacıyla özel bir menteşe kalıbına ihtiyaç vardır.
4. Tek seferde bükme: Verimliliği en üst düzeye çıkarmak için, şekillendirme kalıbı ürün şekline göre yapılabilir ve sac metal ürünün son şekli sadece bir bükme ile elde edilebilir.
5. Ark bükme: Bu bükme için iki bükme yöntemi vardır. (a) Ürün yayının boyutuna göre her adımın bükme açısını ve X ekseni boyutunu hesaplayın, çok adımlı bükme gerçekleştirin ve son olarak yayı bükün. Bu en uygun maliyetli yöntemdir, ancak verimliliği yüksek değildir ve zordur; (b) Üreticinin ark kalıbını doğrudan sac metal ürünün yayının boyutuna göre özelleştirmesine izin verin. Bu yöntem daha verimlidir ve ürün kalitesi ve görünümü de iyileştirilir.
Paslanmaz çelik bükme:
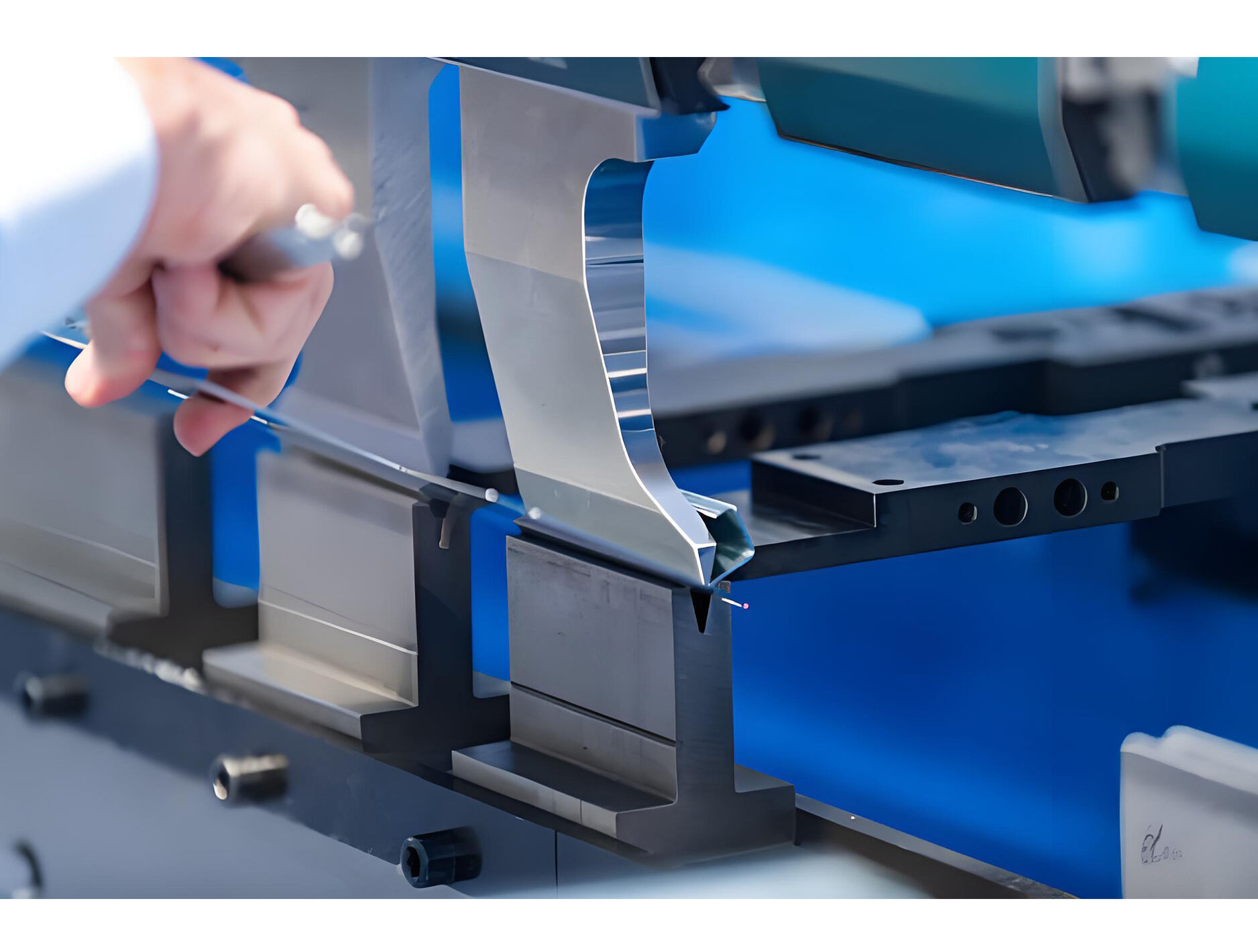
Yüksek mukavemetli ve korozyona dayanıklı bir metal malzeme olarak paslanmaz çelik, birçok endüstriyel alanda yaygın olarak kullanılır. Ancak, paslanmaz çeliği bükmek için bir Pres Bükücü kullanıldığında, sıklıkla bazı sorunlarla karşılaşılır. Aşağıda bir özet verilmiştir ve ilgili çözümler sağlanmıştır. Umarım sizin için yararlı olur.
1. Yüzey çizikleri
Paslanmaz çelik, bükme işlemi sırasında yüzey çizilmelerine ve aşınmalara eğilimlidir. Başlıca nedenler şunlardır:
- Fikstürün aşınması veya uygunsuz tasarımı
- İş parçası ile fikstür arasında aşırı sürtünme
- İş parçası yüzeyinde toz veya yabancı madde
- Kalıp yuvası çok küçük
Çözümler:
- Armatürleri düzenli olarak kontrol edin ve değiştirin
- İş parçası ile fikstür arasındaki temas alanını azaltmak için fikstür tasarımını optimize edin
- İş parçası ve kalıp yüzeyini temiz tutun ve yüzeydeki yabancı maddeleri düzenli olarak temizleyin.
- Yüksek gereksinimlere sahip ürünler için iz bırakmayan bükme kalıbı veya iz bırakmayan film kullanılması önerilir.

2. Malzeme deformasyonu, bükme açısı standartlara uymuyor
Paslanmaz çelik, bükme işlemi sırasında deformasyona eğilimlidir. Başlıca nedenleri şunlardır:
- Ön bükme miktarının yanlış hesaplanması
- Paslanmaz çeliğin aşırı geri tepme kuvveti
- Kalıp çentiğinin yanlış seçilmesi
Çözüm:
- Sacın özelliklerine göre ön bükme basıncını doğru bir şekilde hesaplayın
- Bükme makinesinin, ürünün düzgünlüğünü ve estetiğini büyük ölçüde artıracak mekanik bir dengeleme işleviyle donatılması gerekir.
- Önce paslanmaz çeliği yerleştirin ve sonra bükün, bu ürünün düzlüğünü ve estetiğini büyük ölçüde artıracak ve ayrıca bükme makinesinin kaybını azaltacaktır.
Özetle, paslanmaz çelik işlemede bükme makinesi kullanıldığında, malzeme özellikleri, proses parametreleri, ekipman koşulları vb. gibi birçok faktörün dikkate alınması ve işleme kalitesi ile üretim verimliliğinin sağlanması için hedefli çözümlerin benimsenmesi gerekmektedir.



