










 EN
EN
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 SR
SR
 SK
SK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 BE
BE
 HY
HY
 KA
KA
 UR
UR
 BN
BN
 MN
MN
 KK
KK
 SU
SU
 TG
TG
 UZ
UZ
 KU
KU
 KY
KY

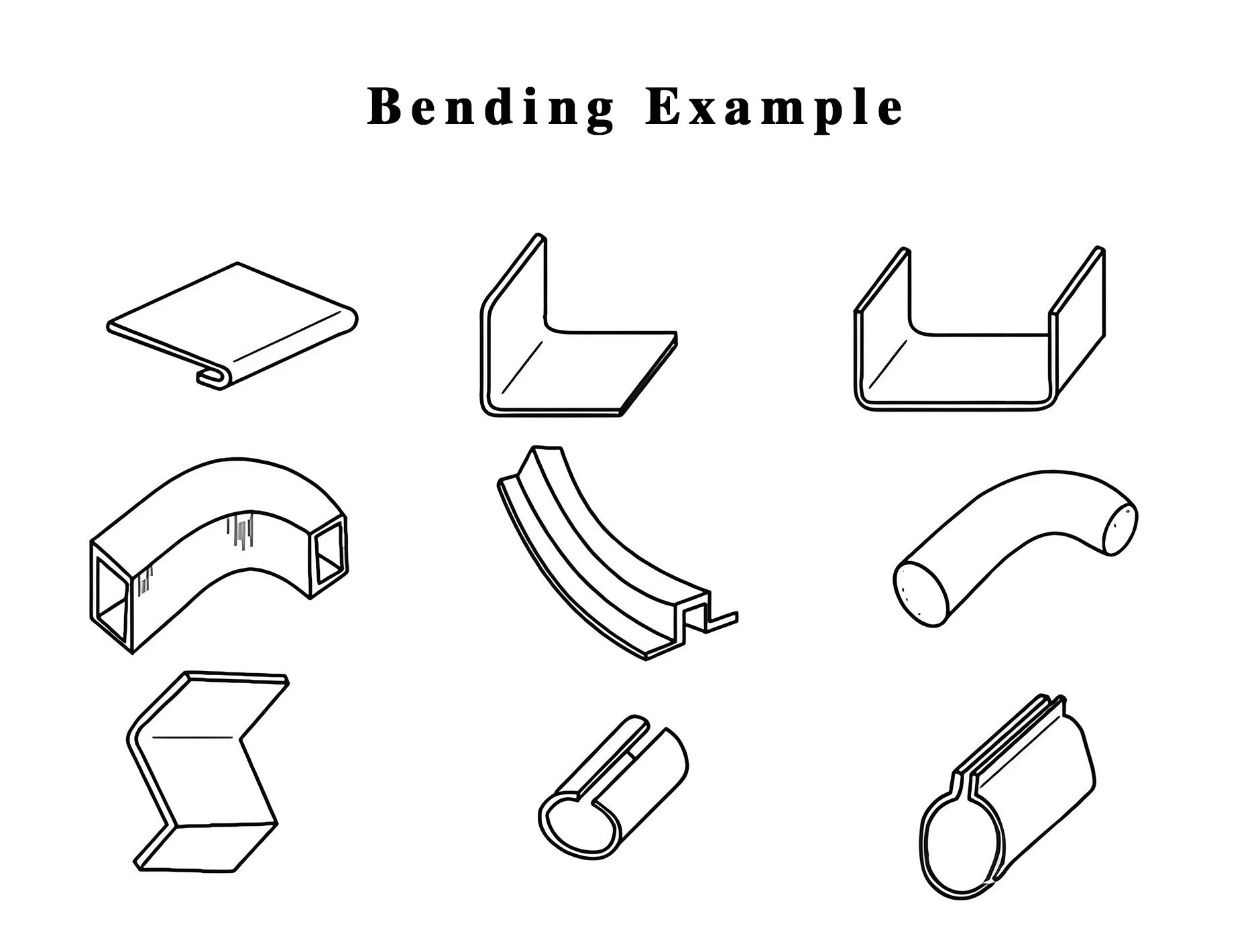
Са развојем друштва, на разне начине се мењају и облици производа који су нам потребни. Међу њима је најчешће савијање метала, укључујући савијање лимова, савијање цеви, заокруживање лима, екструзију профила итд.
Које процесе има савијање лима?
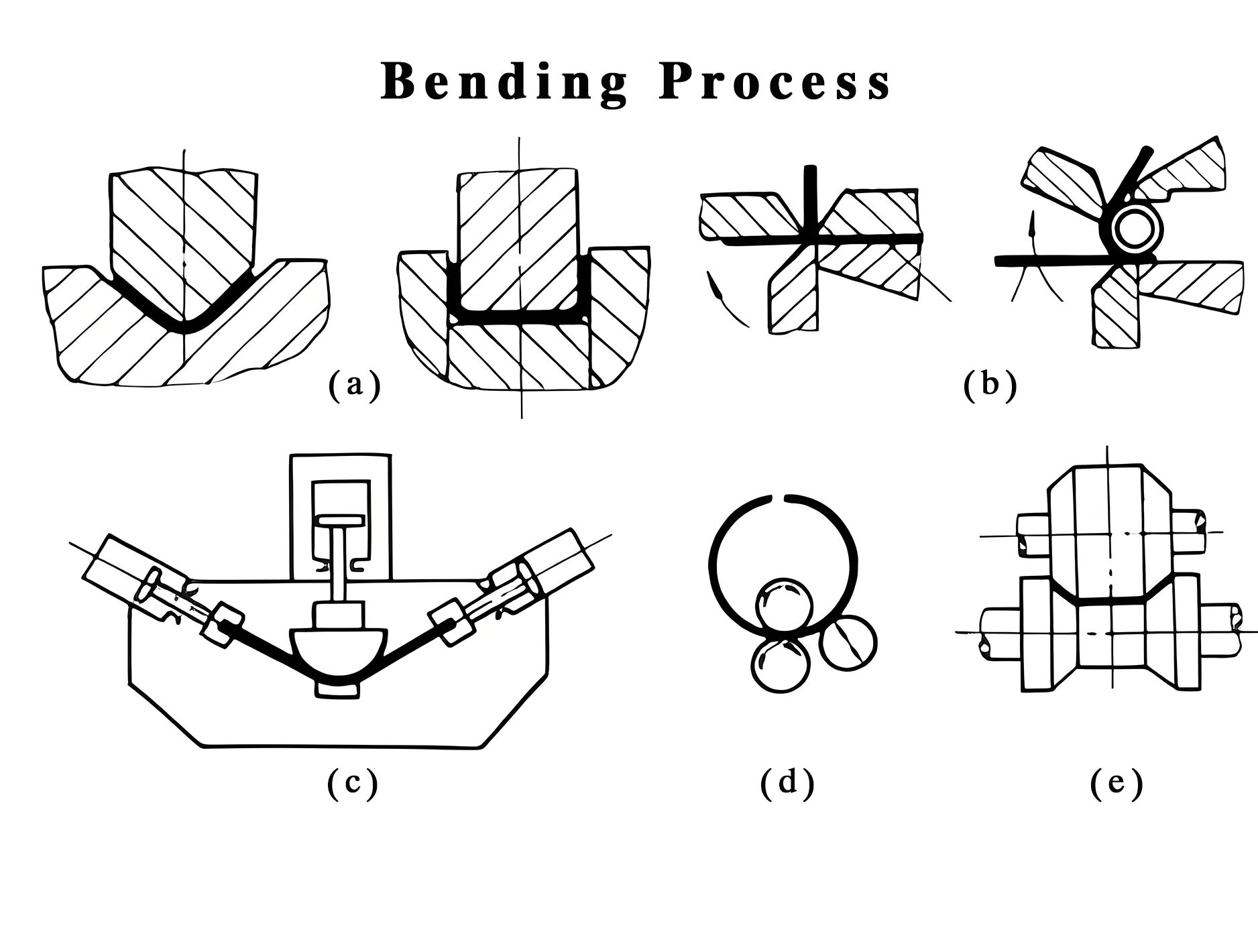
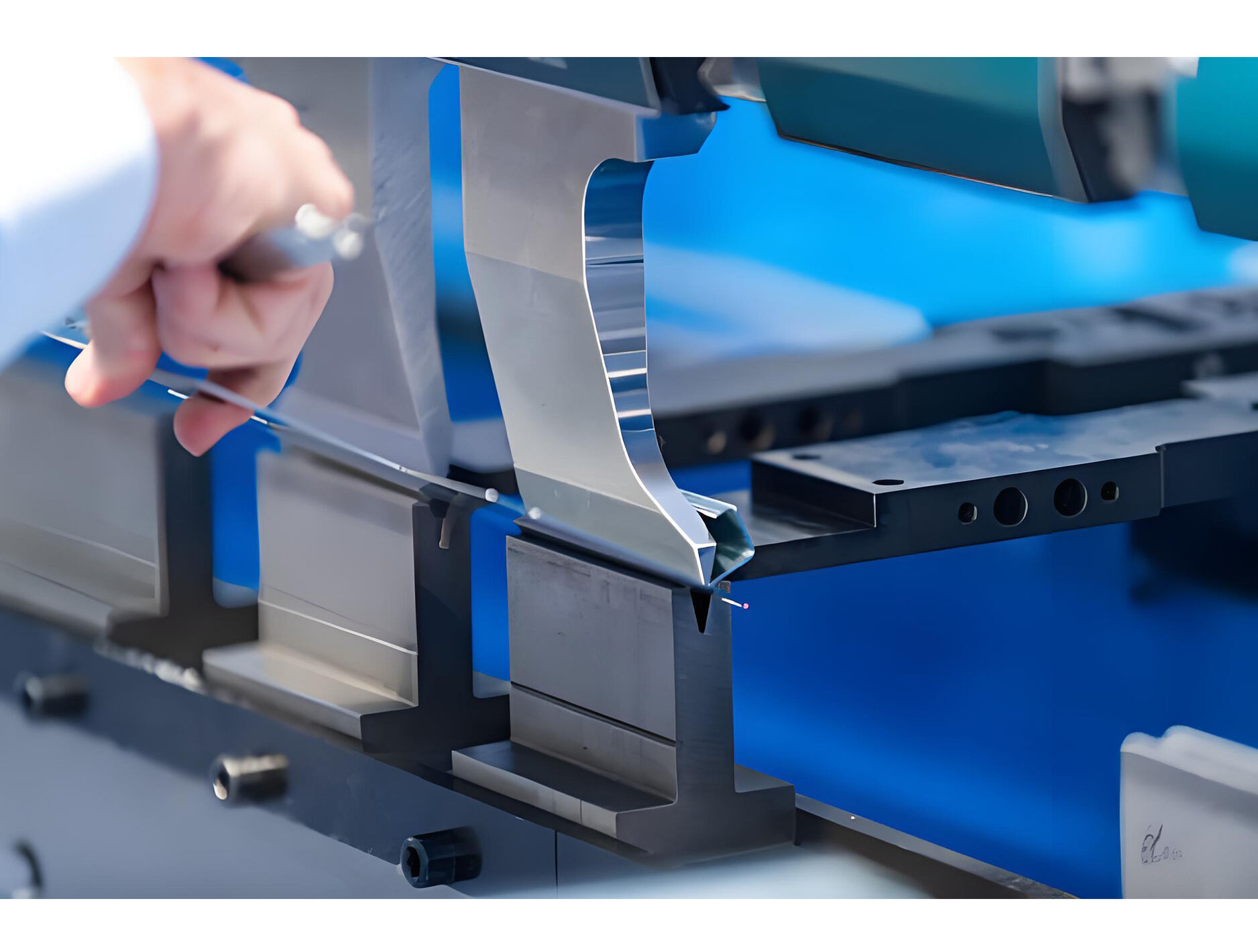
1. Уобичајено савијање: Конвенционално савијање је употреба кочнице за пресовање за савијање лима под углом од 90°.
2. Равно савијање: прво савијте лим под углом од 30°, а затим поравнајте угао од 30°. Ова врста савијања захтева горњу матрицу оштрог ножа и горњу матрицу за изравнавање. Сврха савијања са равнањем је да се побољша укупна чврстоћа лима.
3. Савијање шарке: Потребан је посебан калуп за шарке за извођење вишеструких савијања да би се формирала шарка.
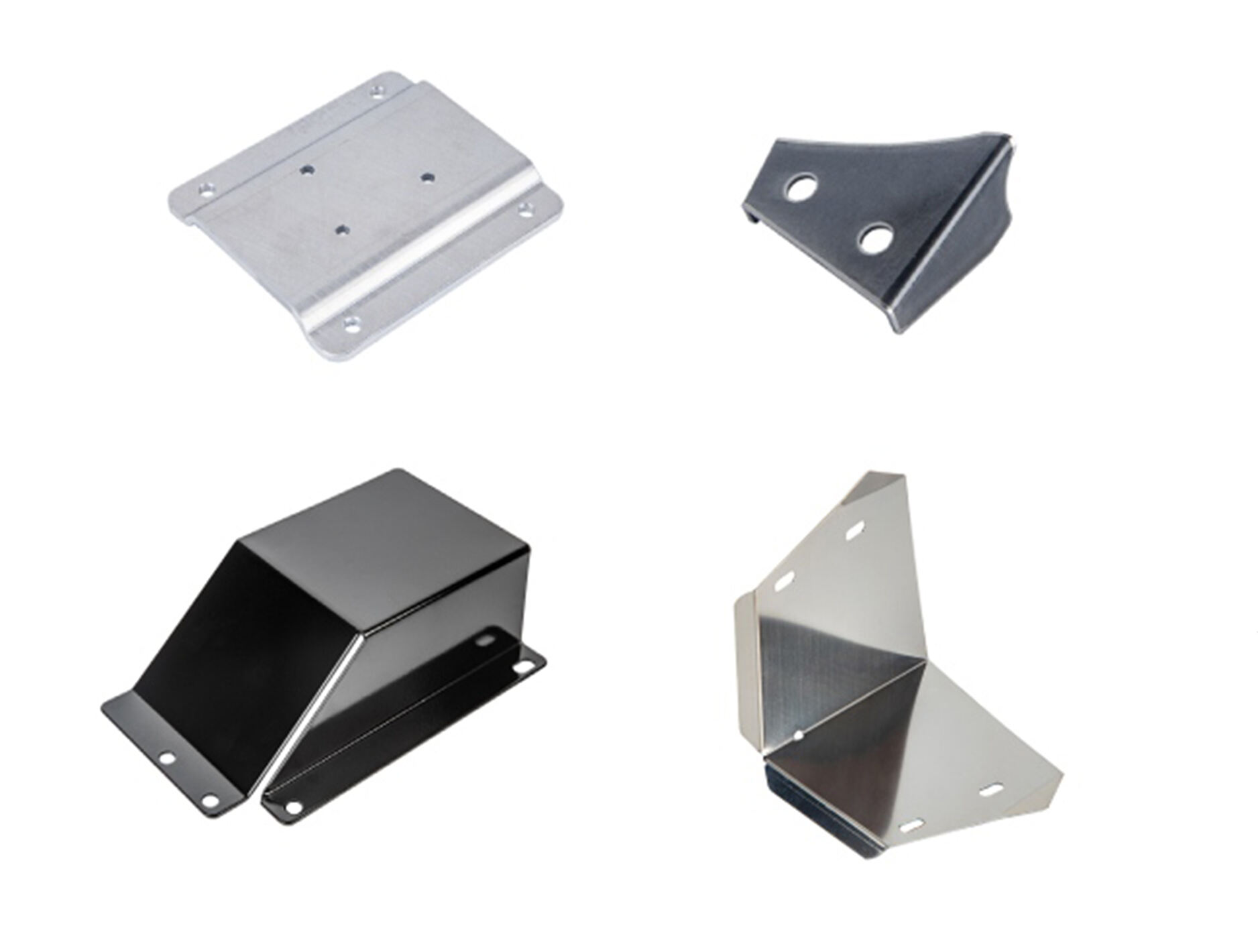
4. Једнократно савијање за формирање: Да би се максимизирала ефикасност, калуп за формирање се може направити на основу облика производа, а коначни облик производа од лима може се постићи само једним савијањем.
5. Савијање лука: Постоје две методе савијања за ово савијање. (а) Израчунајте угао савијања и величину Кс-осе сваког корака према величини лука производа, извршите савијање у више корака и на крају савијте лук. Ово је најисплативија метода, али ефикасност није висока и тешко је; (б) Нека произвођач прилагоди лучни калуп директно према величини лука производа од лима. Ова метода је ефикаснија, а квалитет производа и изглед су такође побољшани.
Савијање од нерђајућег челика:
Као метални материјал високе чврстоће и отпорности на корозију, нерђајући челик се широко користи у многим индустријским областима. Међутим, када користите кочницу за пресовање за савијање нерђајућег челика, често се сусрећу неки проблеми. Следи резиме и одговарајућа решења. Надам се да ће вам бити од помоћи.
1. Површинске огреботине
Нерђајући челик је склон површинским огреботинама и абразијама током процеса савијања. Главни разлози укључују:
- Истрошеност или неправилан дизајн уређаја
- Прекомерно трење између радног предмета и учвршћења
- Прашина или стране материје на површини радног предмета
- Отвор за калуп је премали
Решења:
- Редовно проверавајте и мењајте уређај
- Оптимизујте дизајн уређаја да бисте смањили контактну површину између радног предмета и учвршћења
- Одржавајте радни предмет и површину калупа чистим и редовно чистите страну материју на површини
- За производе са високим захтевима препоручује се употреба калупа за савијање без трагова или филма без трагова

2. Деформација материјала, угао савијања не задовољава стандард
Нерђајући челик је склон деформацијама током процеса савијања. Главни разлози укључују:
- Неправилан обрачун количине пре савијања
- Превелика сила одбијања самог нерђајућег челика
- Неправилан избор зареза калупа
Решење:
- Прецизно израчунајте притисак пред савијањем према карактеристикама лима
- Машина за савијање треба да буде опремљена функцијом механичке компензације, што ће у великој мери побољшати равност и естетику производа
- Прво прорезите нерђајући челик, а затим га савијте, што ће у великој мери побољшати равност и естетику производа, а такође ће смањити губитак машине за савијање
Укратко, када користите машину за савијање за обраду нерђајућег челика, потребно је узети у обзир многе факторе као што су својства материјала, процесни параметри, услови опреме итд., и усвојити циљана решења како би се обезбедио квалитет обраде и ефикасност производње.



