










 EN
EN
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 SR
SR
 SK
SK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 BE
BE
 HY
HY
 KA
KA
 UR
UR
 BN
BN
 MN
MN
 KK
KK
 SU
SU
 TG
TG
 UZ
UZ
 KU
KU
 KY
KY

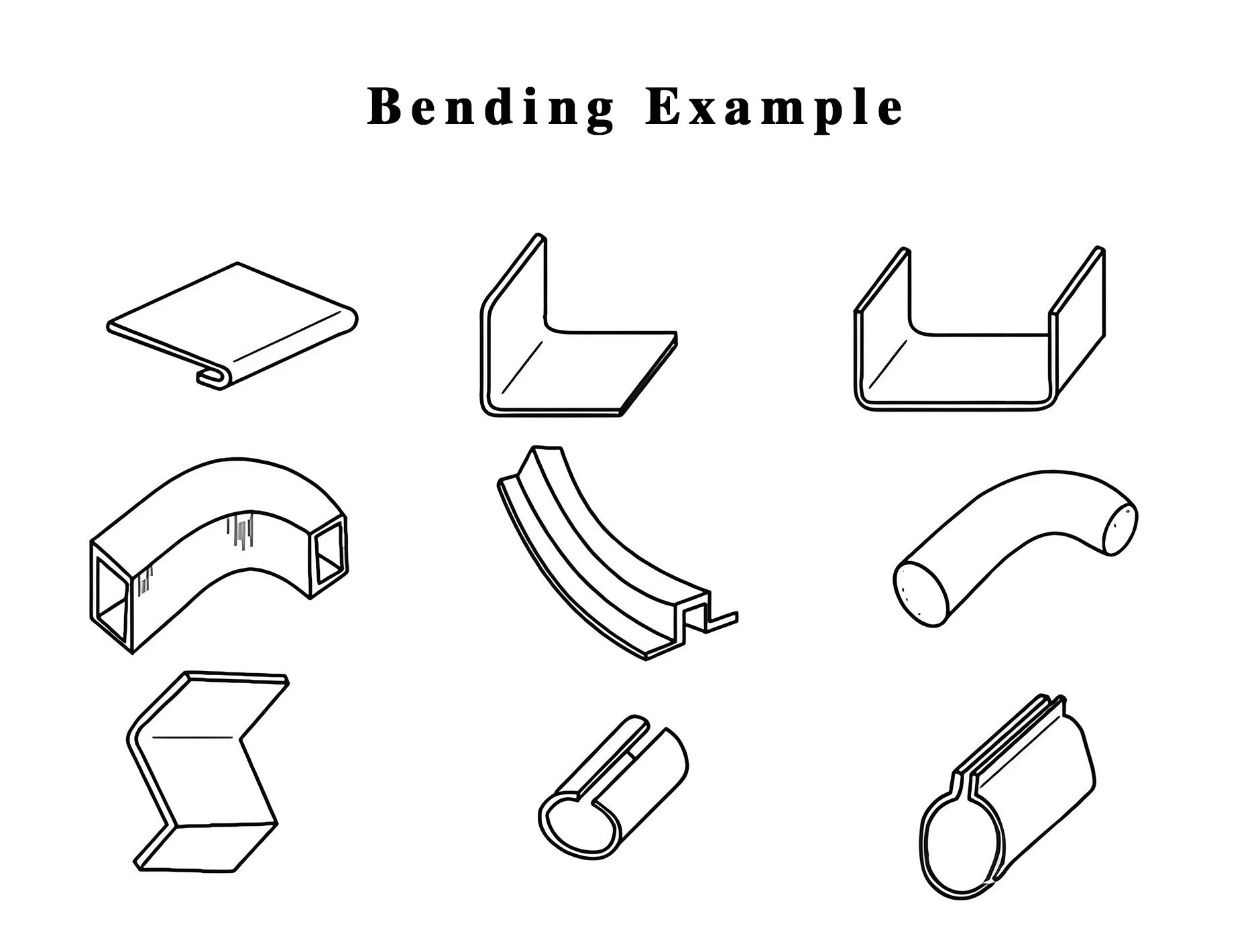
S rozvojom spoločnosti sa rôznymi spôsobmi menia aj formy produktov, ktoré potrebujeme. Medzi nimi je najbežnejšie ohýbanie kovov, vrátane ohýbania plechov, ohýbania rúr, zaoblenia plechov, vytláčania profilov atď.
Aké procesy má ohýbanie plechu?
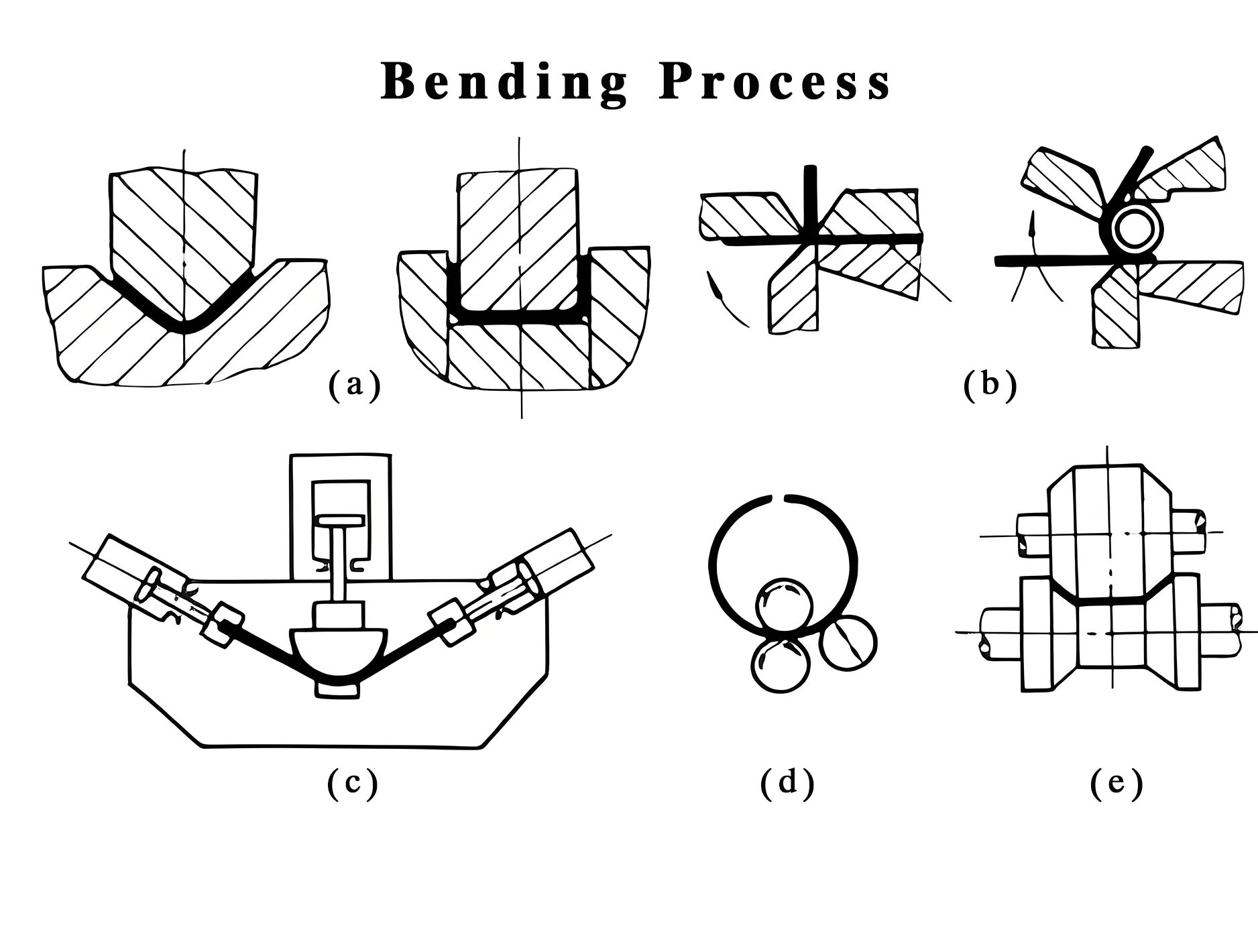
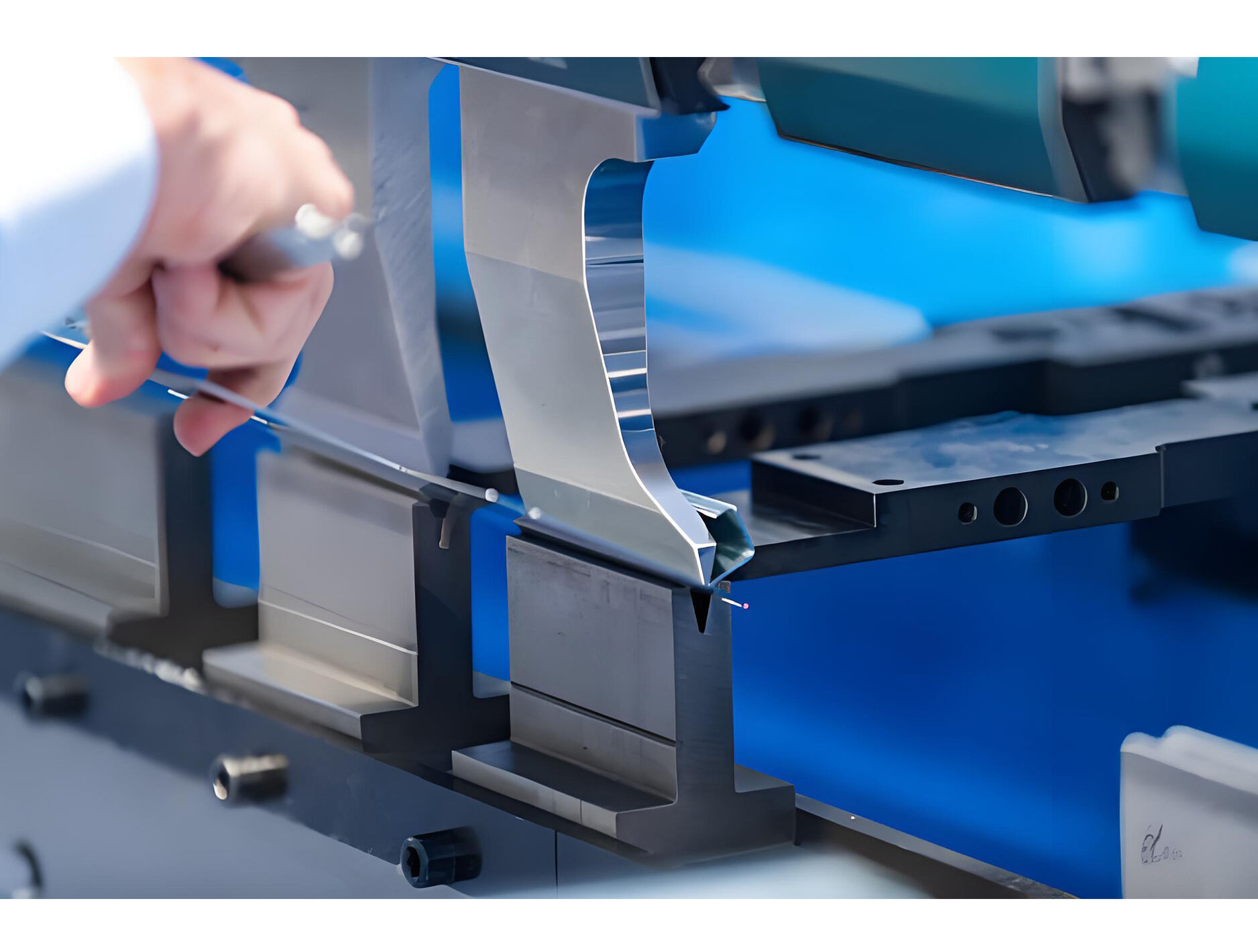
1. Bežné ohýbanie: Bežné ohýbanie je použitie lisovacej brzdy na ohýbanie plechu do 90°.
2. Sploštenie ohýbania: Ohnite plech najskôr do 30° a potom vyrovnajte 30° uhol. Tento typ ohýbania vyžaduje hornú matricu s ostrým nožom a sploštenú hornú matricu. Účelom splošteného ohýbania je zvýšiť celkovú pevnosť plechu.
3. Ohýbanie závesu: Na vykonanie viacerých ohybov na vytvorenie závesu je potrebná špeciálna forma na závesy.
4. Jednorazové tvarovacie ohýbanie: Aby sa maximalizovala účinnosť, tvarovacia forma môže byť vyrobená na základe tvaru produktu a konečný tvar plechového produktu je možné dosiahnuť iba jedným ohybom.
5. Oblúkové ohýbanie: Pre toto ohýbanie existujú dva spôsoby ohýbania. (a) Vypočítajte uhol ohybu a veľkosť osi X každého kroku podľa veľkosti oblúka produktu, vykonajte viackrokové ohýbanie a nakoniec oblúk ohnite. Toto je nákladovo najefektívnejšia metóda, ale účinnosť nie je vysoká a je náročná; (b) Nechajte výrobcu prispôsobiť oblúkovú formu priamo podľa veľkosti oblúka plechového výrobku. Táto metóda je efektívnejšia a zlepšuje sa aj kvalita a vzhľad produktu.
Ohýbanie nehrdzavejúcej ocele:
Ako kovový materiál s vysokou pevnosťou a odolnosťou proti korózii je nehrdzavejúca oceľ široko používaná v mnohých priemyselných oblastiach. Pri použití ohraňovacieho lisu na ohýbanie nehrdzavejúcej ocele sa však často vyskytujú problémy. Nasleduje súhrn a sú poskytnuté zodpovedajúce riešenia. Dúfam, že vám to pomôže.
1. Povrchové škrabance
Nerezová oceľ je náchylná na povrchové škrabance a odreniny počas procesu ohýbania. Medzi hlavné dôvody patria:
- Opotrebenie alebo nesprávna konštrukcia svietidla
- Nadmerné trenie medzi obrobkom a prípravkom
- Prach alebo cudzie predmety na povrchu obrobku
- Otvor formy je príliš malý
Riešenie:
- Pravidelne kontrolujte a vymieňajte prípravok
- Optimalizujte dizajn prípravku, aby ste znížili kontaktnú plochu medzi obrobkom a prípravkom
- Udržujte povrch obrobku a formy v čistote a pravidelne čistite cudzie látky na povrchu
- Pre výrobky s vysokými požiadavkami sa odporúča použiť ohýbaciu formu bez stopy alebo fóliu bez stopy

2. Deformácia materiálu, uhol ohybu nespĺňa normu
Nerezová oceľ je náchylná na deformáciu počas procesu ohýbania. Medzi hlavné dôvody patria:
- Nesprávny výpočet sumy pred ohýbaním
- Nadmerná odrazová sila samotnej nehrdzavejúcej ocele
- Nesprávny výber zárezu formy
Riešenie:
- Presne vypočítajte tlak pred ohýbaním podľa charakteristík plechu
- Ohýbačka musí byť vybavená funkciou mechanickej kompenzácie, ktorá výrazne zlepší priamosť a estetiku produktu
- Nerezovú oceľ najskôr narežte a potom ju ohnite, čím sa výrazne zlepší rovnosť a estetika produktu a tiež sa zníži strata ohýbacieho stroja
Stručne povedané, pri použití ohýbacieho stroja na spracovanie nehrdzavejúcej ocele je potrebné zvážiť veľa faktorov, ako sú vlastnosti materiálu, parametre procesu, podmienky zariadenia atď., a prijať cielené riešenia na zabezpečenie kvality spracovania a efektívnosti výroby.



