










 EN
EN
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 SR
SR
 SK
SK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 BE
BE
 HY
HY
 KA
KA
 UR
UR
 BN
BN
 MN
MN
 KK
KK
 SU
SU
 TG
TG
 UZ
UZ
 KU
KU
 KY
KY

Как согнуть листы нержавеющей стали? Россия
С развитием общества формы необходимых нам изделий также меняются различными способами. Среди них наиболее распространенной является гибка металла, в том числе гибка листового металла, гибка труб, скругление листового металла, экструзия профилей и т. д.
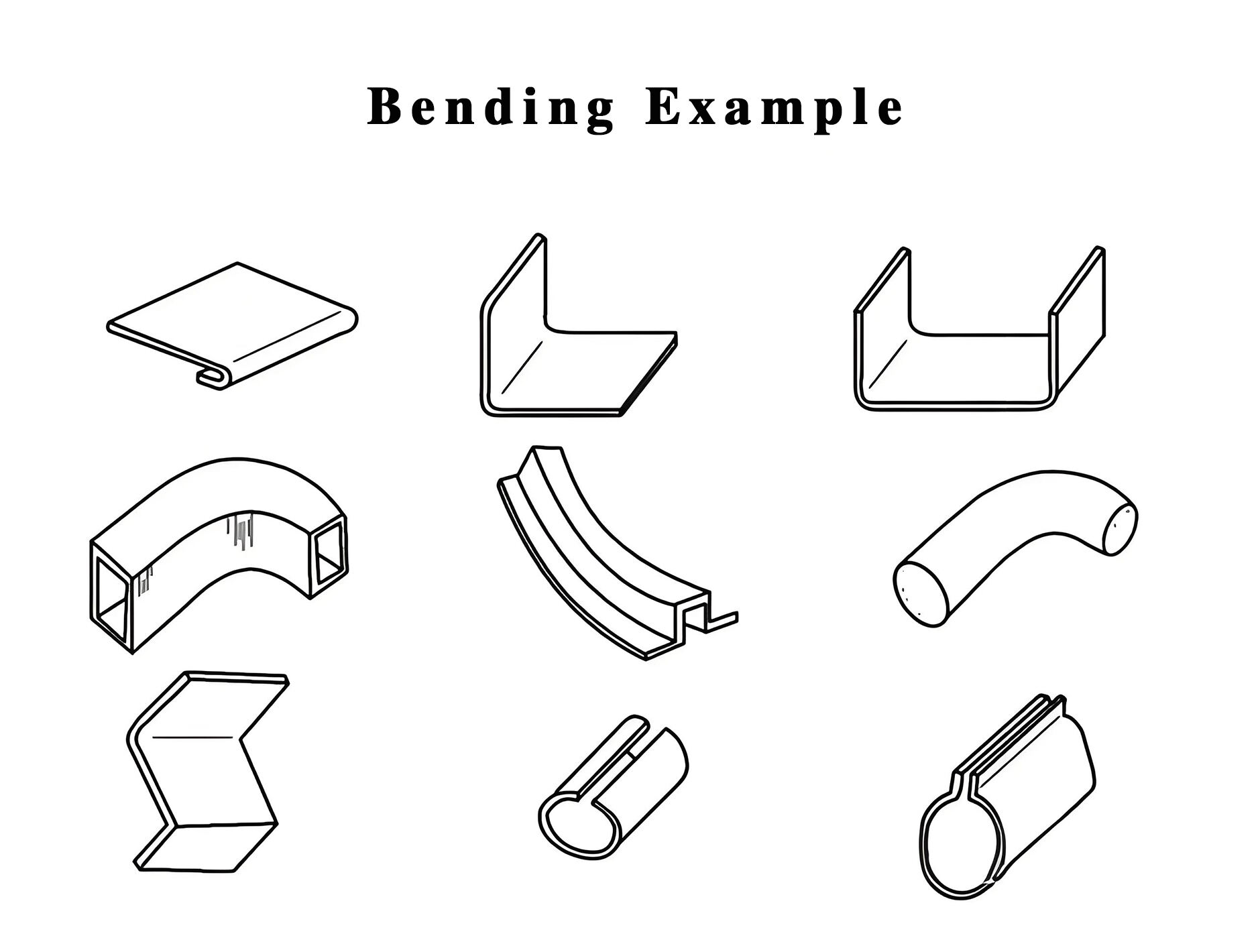
Какие процессы включает в себя гибка листового металла?
1. Обычная гибка: Обычная гибка заключается в использовании листогибочного пресса для сгибания листового металла на 90°.
2. Сплющивание: Сначала согните листовой металл на 30°, а затем сплющите угол 30°. Для этого типа гибки требуется острый ножевой верхний штамп и сплющивающий верхний штамп. Цель сплющивания — повысить общую прочность листового металла.
3. Изгиб шарнира: для выполнения множественных изгибов с целью формирования шарнира требуется специальная форма для шарнира.
4. Однократная формовочная гибка: для обеспечения максимальной эффективности формовочная форма может быть изготовлена на основе формы изделия, а окончательная форма изделия из листового металла может быть достигнута всего за один изгиб.
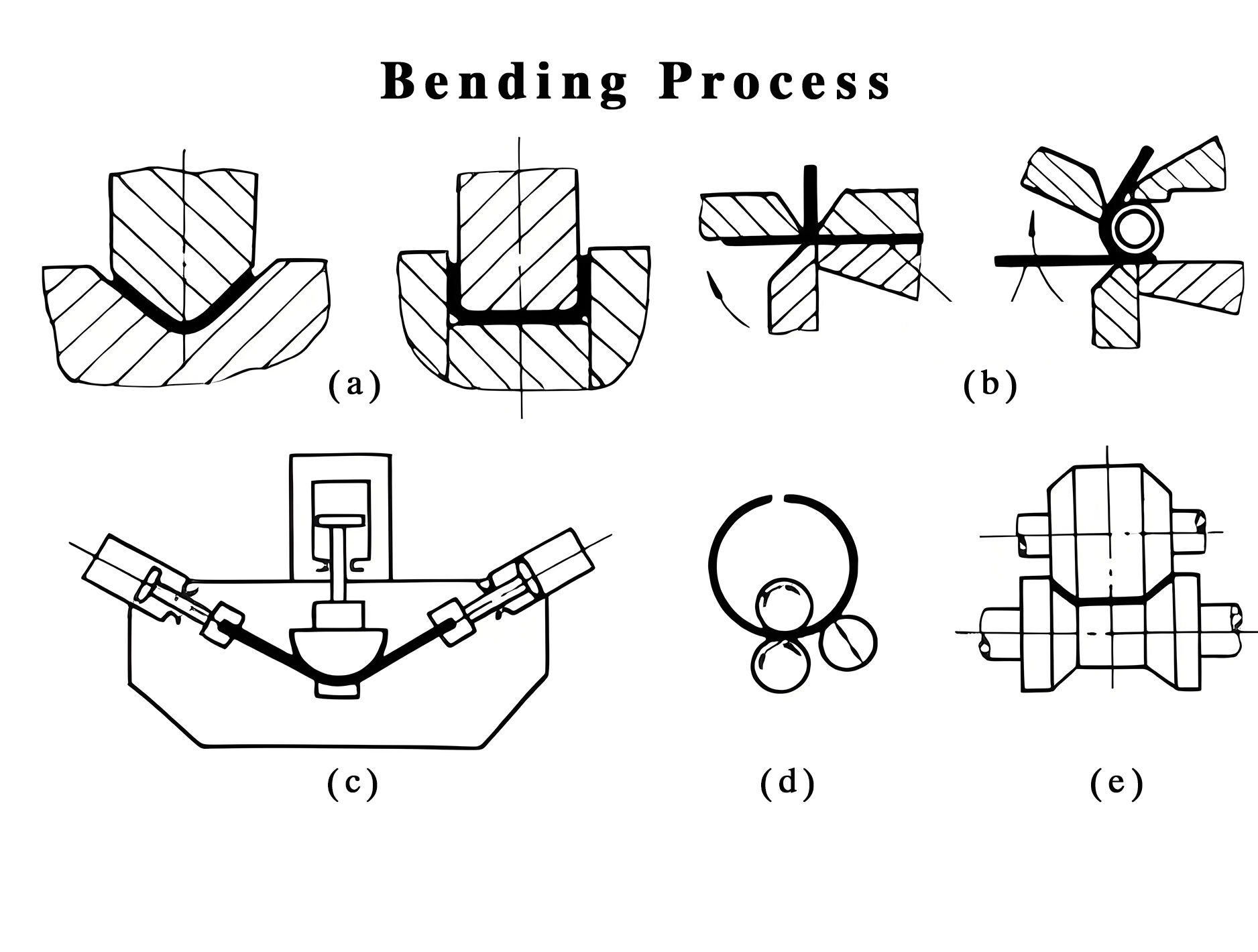
5. Дуговая гибка: Для этой гибки существует два метода гибки. (a) Рассчитать угол гибки и размер оси X каждого шага в соответствии с размером дуги продукта, выполнить многоступенчатую гибку и, наконец, согнуть дугу. Это наиболее экономически эффективный метод, но эффективность невысока и это сложно; (b) Позволить производителю настроить форму дуги непосредственно в соответствии с размером дуги изделия из листового металла. Этот метод более эффективен, а также улучшает качество и внешний вид продукта.
Гибка нержавеющей стали:
Как высокопрочный и устойчивый к коррозии металлический материал, нержавеющая сталь широко используется во многих промышленных областях. Однако при использовании листогибочного пресса для гибки нержавеющей стали часто возникают некоторые проблемы. Ниже приводится краткое изложение и соответствующие решения. Надеюсь, это будет вам полезно.
1. Царапины на поверхности
Нержавеющая сталь подвержена царапинам и истиранию поверхности во время процесса гибки. Основные причины включают:
- Износ или неправильная конструкция приспособления
- Чрезмерное трение между заготовкой и приспособлением
- Пыль или посторонние предметы на поверхности заготовки
- Отверстие в форме слишком маленькое.
Решения:
- Регулярно проверяйте и заменяйте приспособление.
- Оптимизировать конструкцию приспособления, чтобы уменьшить площадь контакта между заготовкой и приспособлением.
- Содержите заготовку и поверхность формы в чистоте, регулярно очищайте поверхность от посторонних предметов.
- Для изделий с высокими требованиями рекомендуется использовать бесследную гибочную форму или бесследную пленку.

2. Деформация материала, угол изгиба не соответствует стандарту
Нержавеющая сталь склонна к деформации в процессе гибки. Основные причины:
- Неправильный расчет величины предварительной гибки
- Чрезмерная сила отскока самой нержавеющей стали
- Неправильный выбор выемки формы
Решение:
- Точно рассчитать величину предварительной гибки в соответствии с характеристиками материала
- Листогибочный пресс должен быть оснащен механической компенсацией, что значительно улучшит прямолинейность и эстетичность изделия.
- Сначала прорежьте нержавеющую сталь, а затем согните ее, что значительно улучшит прямолинейность и эстетичность изделия, а также сократит потери листогибочного пресса.
Подводя итог, можно сказать, что при использовании листогибочного пресса для обработки нержавеющей стали необходимо учитывать множество факторов, таких как характеристики материала, параметры процесса и состояние оборудования, а также принимать целенаправленные решения для обеспечения качества обработки и эффективности производства.
Рекомендуемые Продукты
Горячие новости
-
Саудовская Аравия-WC67K 100T 3200 NC листогибочный пресс & QC12K-4x3200 станок для резки & 3x3100 гибочный станок
2024-11-11
-
USA-PANEL 1400PA3-DA ГИБОЧНЫЙ ЦЕНТР
2024-10-28
-
Аргентина-WC67K 125T 3200 Листогибочный пресс с ЧПУ и ножницы QC12K-4X3200
2024-10-25
-
Основные области применения и развития гибочных центров
2024-10-24
-
Индонезия-WC67K-30T 1600/63T 2500/100T3200/160T 3200 Листогибочный пресс с ЧПУ
2024-10-21
-
Как решить проблему недостатка давления в листогибочном прессе
2024-10-15
-
Как обслуживать листогибочный пресс: 28 советов по поддержанию листогибочного пресса в идеальном состоянии
2024-10-04
-
Мексика WC67K 80T 3200 NC листогибочный пресс и QC12k-6×3200 ножницы
2024-09-26
-
Полное руководство по гибке и формовке
2024-09-26
-
Приглашаем индийских клиентов посетить нашу фабрику
2024-09-23




