










 EN
EN
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 SR
SR
 SK
SK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 BE
BE
 HY
HY
 KA
KA
 UR
UR
 BN
BN
 MN
MN
 KK
KK
 SU
SU
 TG
TG
 UZ
UZ
 KU
KU
 KY
KY

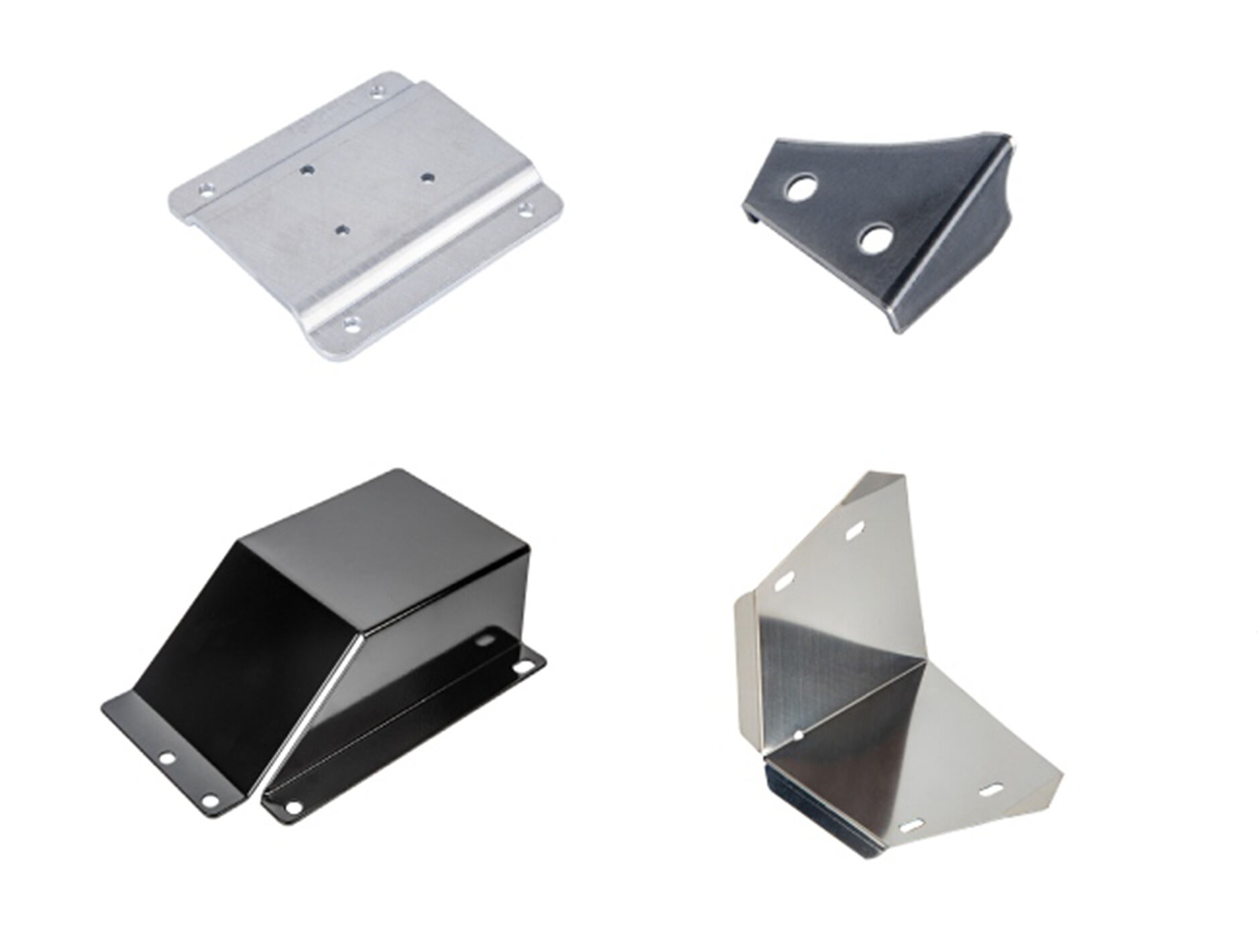
Hvordan bøye rustfrie stålplater?
Med samfunnsutviklingen endres også produktformene vi trenger på en rekke måter. Blant dem er metallbøying den vanligste, inkludert metallbøying, rørbøying, plateavrunding, profilekstrudering, etc.
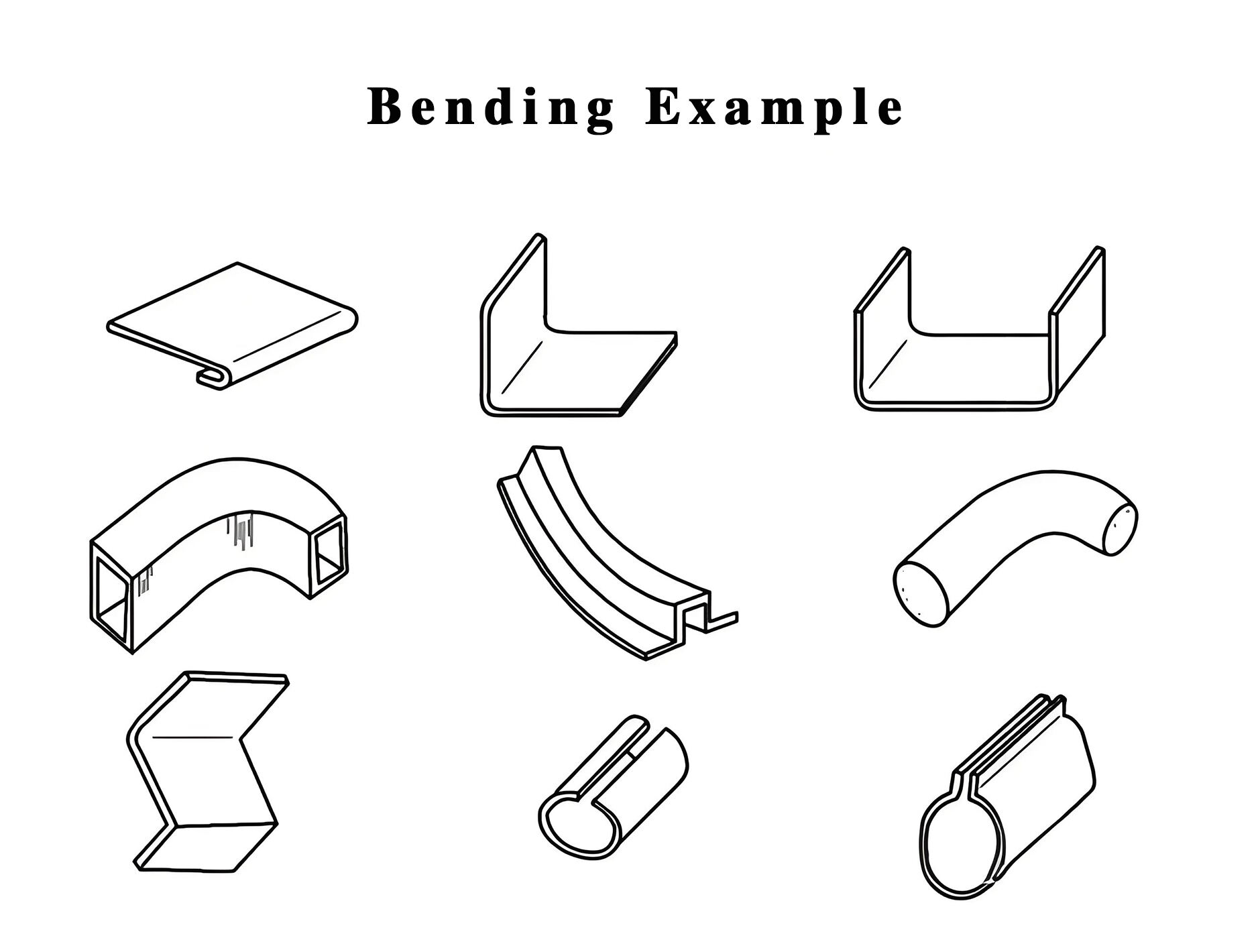
Hvilke prosesser har platebøying?
1. Vanlig bøying: Konvensjonell bøying er å bruke en kantpress for å bøye metallplaten i 90°.
2. Avflatningsbøying: Bøy først metallplaten til 30°, og flat deretter 30°-vinkelen. Denne typen bøying krever en skarp kniv øvre dyse og en flatende øvre dyse. Hensikten med å flate bøying er å forbedre den totale styrken til metallplaten.
3. Hengselbøying: En spesiell hengselform er nødvendig for å utføre flere bøyninger for å danne et hengsel.
4. Engangsformingsbøying: For å maksimere effektiviteten, kan formingsformen lages basert på produktformen, og den endelige formen på metallplateproduktet kan oppnås med bare en bøyning.
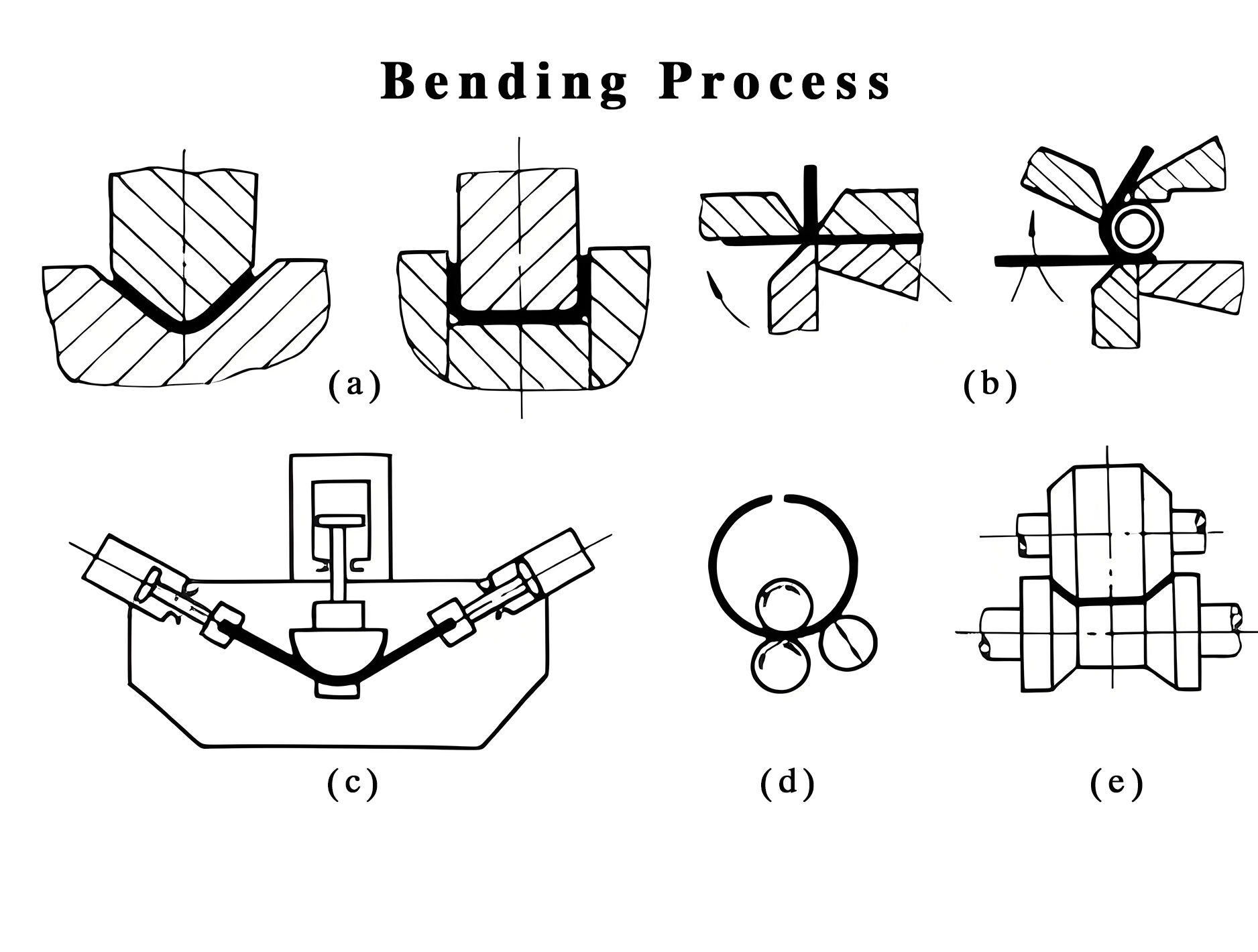
5. Buebøyning: Det er to bøyemetoder for denne bøyningen. (a) Beregn bøyevinkelen og X-aksestørrelsen for hvert trinn i henhold til størrelsen på produktbuen, utfør flertrinns bøying og bøy til slutt buen. Dette er den mest kostnadseffektive metoden, men effektiviteten er ikke høy og det er vanskelig; (b) La produsenten tilpasse bueformen direkte i henhold til størrelsen på buen til metallplateproduktet. Denne metoden er mer effektiv, og produktkvaliteten og utseendet er også forbedret.
Bøyning i rustfritt stål:
Som et høyfast og korrosjonsbestandig metallmateriale er rustfritt stål mye brukt i mange industrielle felt. Men når du bruker en kantpress til å bøye rustfritt stål, oppstår det ofte noen problemer. Følgende er en oppsummering og tilsvarende løsninger er gitt. Jeg håper det vil være nyttig for deg.
1. Overflateriper
Rustfritt stål er utsatt for overflateriper og slitasje under bøyeprosessen. Hovedårsakene inkluderer:
- Slitasje eller feil utforming av armaturet
- Overdreven friksjon mellom arbeidsstykket og fiksturen
- Støv eller fremmedlegemer på arbeidsstykkets overflate
- Formspalten er for liten
Løsninger:
- Kontroller og skift ut armaturet regelmessig
- Optimaliser armaturets design for å redusere kontaktområdet mellom arbeidsstykket og armaturet
- Hold arbeidsstykket og formoverflaten ren, og rengjør regelmessig fremmedlegemer på overflaten
- For produkter med høye krav anbefales det å bruke en sporløs bøyeform eller en sporløs film

2. Materialdeformasjon, bøyevinkel oppfyller ikke standarden
Rustfritt stål er utsatt for deformasjon under bøyeprosessen. Hovedårsakene inkluderer:
- Feil beregning av forbøyningsmengde
- Overdreven tilbakeslagskraft til selve rustfritt stål
- Feil valg av formhakk
Løsning:
- Beregn nøyaktig forhåndsbøyningsmengden i henhold til materialegenskaper
- Press Brake må være utstyrt med mekanisk kompensasjon, noe som i stor grad vil forbedre produktets retthet og estetikk
- Fest det rustfrie stålet først og bøy det deretter, noe som vil forbedre produktets retthet og estetikk, og også redusere tapet av kantpressen
Oppsummert, når du bruker en kantpress til å behandle rustfritt stål, er det nødvendig å vurdere mange faktorer som materialegenskaper, prosessparametere og utstyrsforhold, og ta målrettede løsninger for å sikre prosesskvalitet og produksjonseffektivitet.
Anbefalte produkter
Hete nyheter
-
Saudi-Arabia-WC67K 100T 3200 NC kantpresse og QC12K-4x3200 klippemaskin og 3x3100 foldemaskin
2024-11-11
-
USA-PANEL 1400PA3-DA BØYESENTER
2024-10-28
-
Argentina-WC67K 125T 3200 CNC kantpresse og QC12K-4X3200 klippemaskin
2024-10-25
-
Hovedbruk og utvikling av bøyesentre
2024-10-24
-
Indonesia-WC67K-30T 1600/63T 2500/100T3200/160T 3200 CNC kantpress
2024-10-21
-
Hvordan håndtere mangelen på trykk i kantpressen
2024-10-15
-
Slik vedlikeholder du en kantpress: 28 tips for å holde kantpressen i perfekt stand
2024-10-04
-
Mexico WC67K 80T 3200 NC kantpresse og QC12k-6×3200 klippemaskin
2024-09-26
-
Omfattende guide til bøyeforming
2024-09-26
-
Velkommen indiske kunder til å besøke fabrikken vår
2024-09-23




