










 EN
EN
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 SR
SR
 SK
SK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 BE
BE
 HY
HY
 KA
KA
 UR
UR
 BN
BN
 MN
MN
 KK
KK
 SU
SU
 TG
TG
 UZ
UZ
 KU
KU
 KY
KY

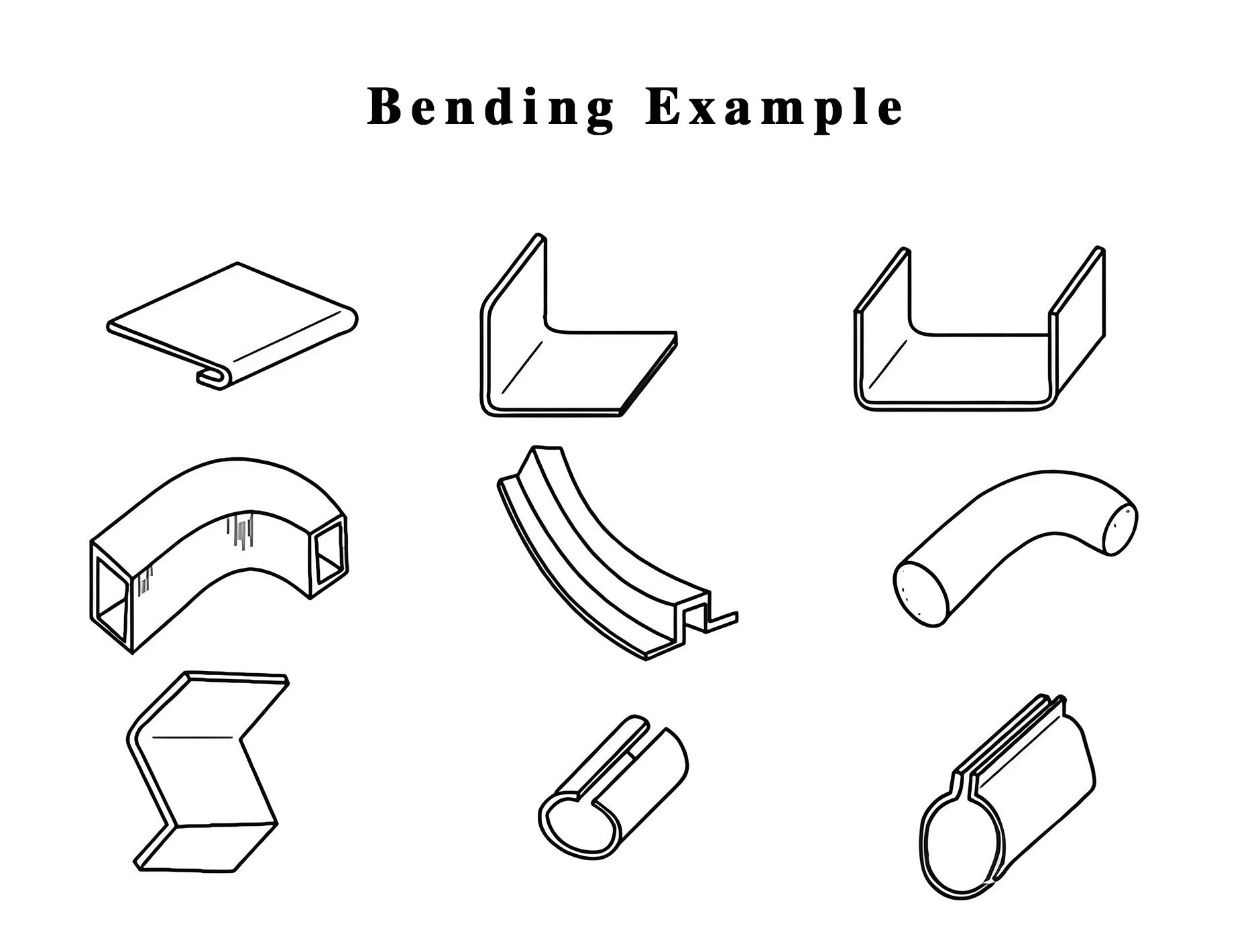
Коомдун өнүгүшү менен бизге керек болгон продукциянын формалары да ар түрдүү жолдор менен өзгөрүүдө. Алардын ичинен металлды ийүү эң кеңири таралган, анын ичинде табакты ийүү, түтүктү ийүү, металлды тегеректөө, профилдик экструзия ж.б.
Металл табактын ийилиши кандай процесстерге ээ?
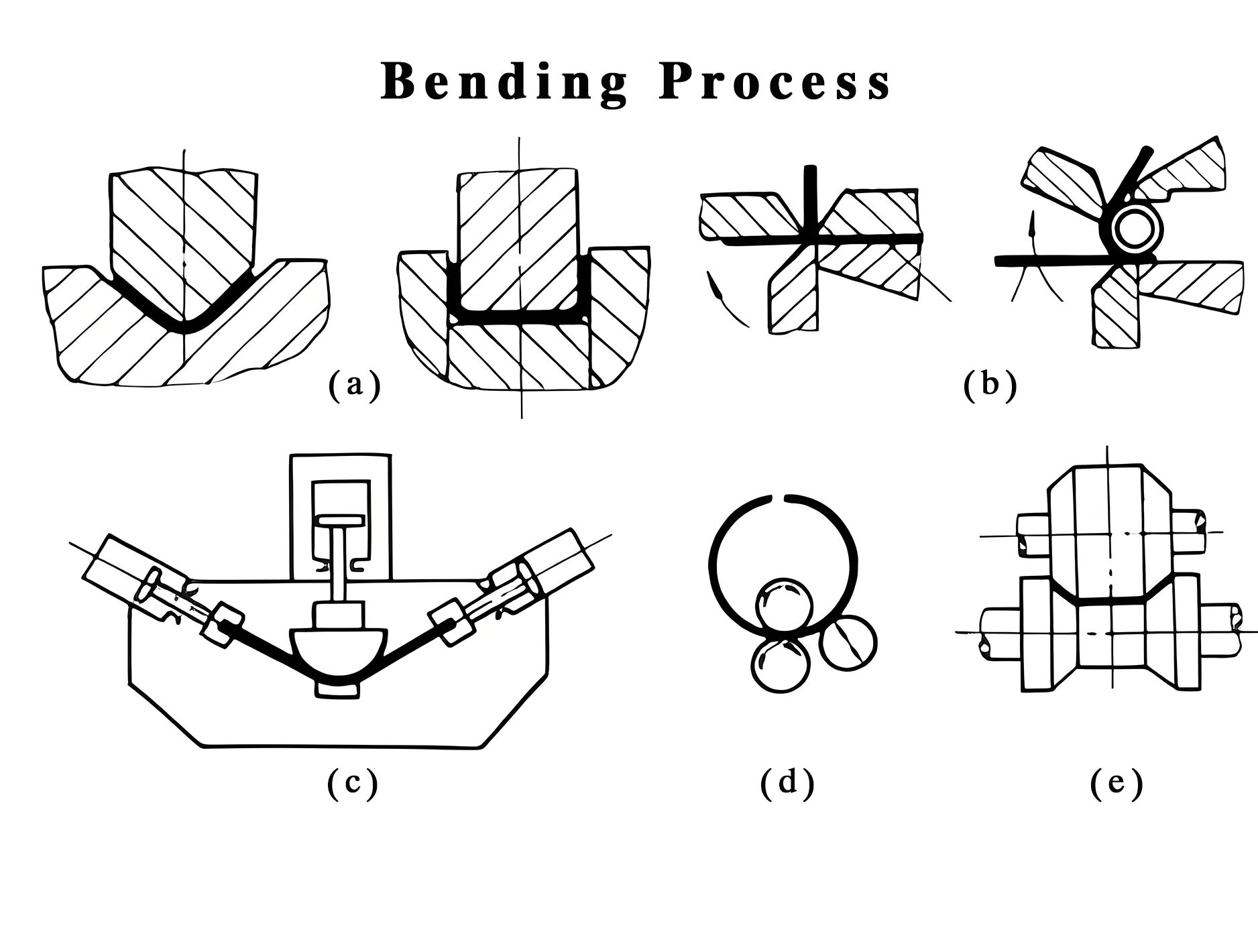
1. Кадимки ийүү: Кадимки ийүү - бул баракты 90° буруш үчүн Пресс тормозду колдонуу.
2. Ийүүнү тегиздөө: Металл баракты адегенде 30° буруңуз, андан кийин 30° бурчту түздөңүз. Ийүүнүн бул түрү курч бычактын үстүнкү өлүгүн жана тегиздөөчү үстүнкү өлүктү талап кылат. Ийилүүнү тегиздөөнүн максаты металл барактын жалпы күчүн жогорулатуу болуп саналат.
3. Шарнир ийилүүсү: Илниги түзүү үчүн бир нече ийилген аткаруу үчүн атайын шарнир көк талап кылынат.
4. Бир жолку ийилип калыптандыруу: эффективдүүлүктү жогорулатуу үчүн калыптандыруучу калып продуктунун формасынын негизинде жасалышы мүмкүн, ал эми металл барак буюмунун акыркы формасына бир ийилген менен жетишүүгө болот.
5. Арк ийилүү: Бул ийилүү үчүн эки ийүү ыкмасы бар. (а) Продукт жаасынын өлчөмүнө жараша ар бир кадамдын ийилүү бурчун жана X огунун өлчөмүн эсептеп, көп баскычтуу ийүүнү аткарыңыз жана акырында жаа ийиңиз. Бул эң үнөмдүү ыкма, бирок эффективдүүлүгү жогору эмес жана кыйын; (б) Өндүрүүчүгө дога калыбын түздөн-түз барак металл буюмунун жаасынын өлчөмүнө ылайыкташтырсын. Бул ыкма кыйла натыйжалуу болуп, продукциянын сапаты жана көрүнүшү да жакшырат.
Дат баспас болоттон жасалган ийүү:
Дат баспас болоттон жасалган жогорку бекем жана коррозияга туруктуу металл материалы катары көптөгөн өнөр жай тармактарында кеңири колдонулат. Бирок, дат баспас болоттон жасалган бүгүү үчүн Пресс тормозду колдонууда кээ бир көйгөйлөр көп кездешет. Төмөндө кыскача маалымат берилген жана тиешелүү чечимдер берилген. Бул сизге пайдалуу болот деп үмүттөнөм.
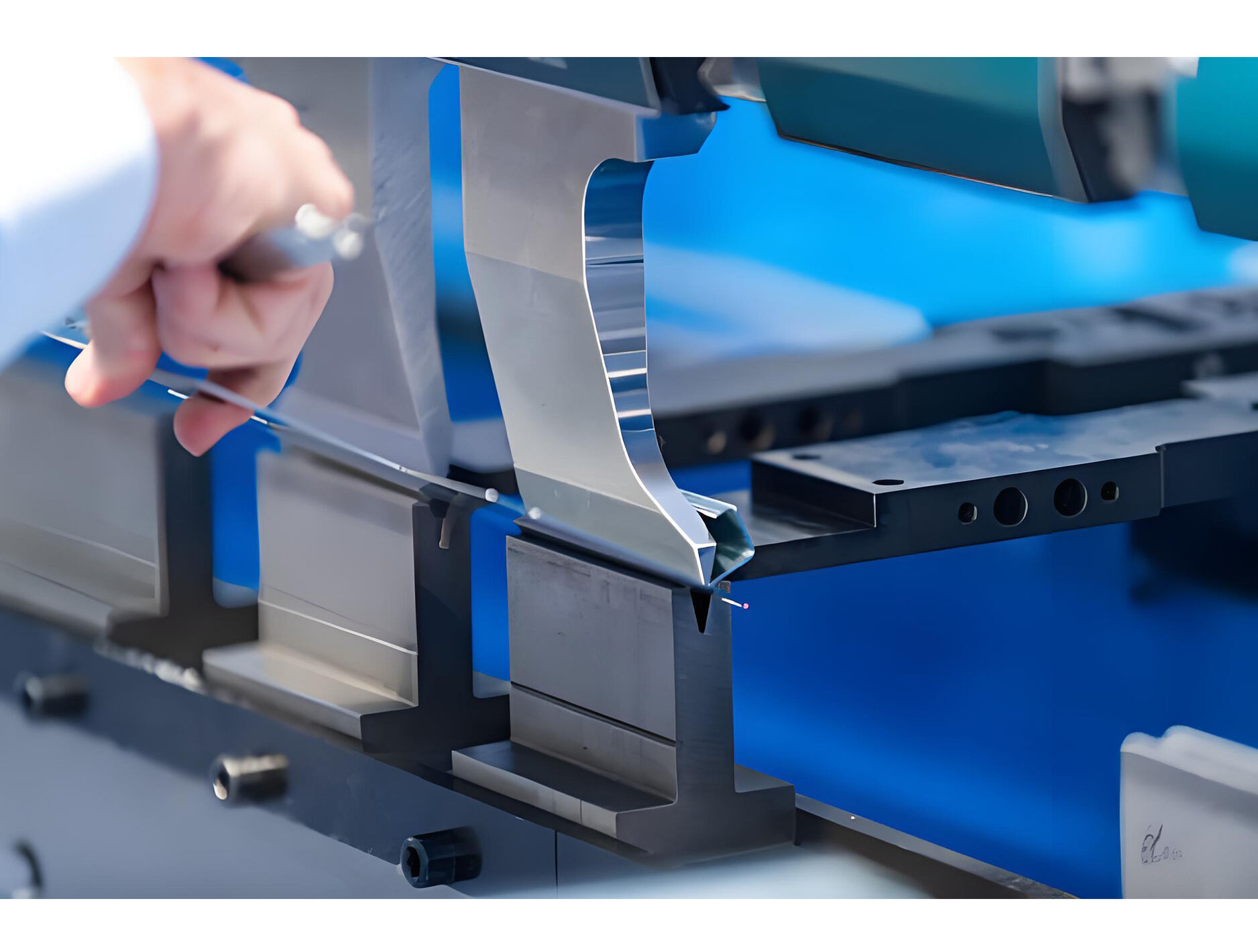
1. Беттик чийүүлөр
Дат баспас болоттон жасалган ийилүү процессинде беттик чийиктерге жана абразияларга дуушар болот. Негизги себептерге төмөнкүлөр кирет:
- Аппараттын эскириши же туура эмес конструкциясы
- Даярдоочу бөлүгү менен арматуранын ортосундагы ашыкча сүрүлүү
- Даярдык бетиндеги чаң же бөтөн зат
- Көктүн оюгу өтө кичинекей
Solutions:
- Аппаратты дайыма текшерип, алмаштыруу
- Дайындама менен арматуранын ортосундагы байланыш аянтын азайтуу үчүн арматуранын дизайнын оптималдаштыруу
- Дайындаманы жана калыптын бетин таза кармаңыз жана бетиндеги чоочун заттарды дайыма тазалап туруңуз
- Талаптары жогору болгон буюмдар үчүн изи жок ийилген калыпты же изи жок пленканы колдонуу сунушталат

2. Материалдын деформациясы, ийилген бурчу стандартка жооп бербейт
Дат баспас болоттон жасалган ийүү процессинде деформацияга дуушар болот. Негизги себептерге төмөнкүлөр кирет:
- ийилгенге чейинки сумманы туура эмес эсептөө
- Дат баспас болоттон жасалган ашыкча күч
- көктүн оюгун туура эмес тандоо
Solution:
- Металл табактын мүнөздөмөлөрү боюнча ийилүүгө чейинки басымды так эсептеңиз
- Ийүүчү машина механикалык компенсациялоо функциясы менен жабдылышы керек, бул буюмдун түздүгүн жана эстетикасын бир топ жакшыртат
- Адегенде дат баспас болоттон жасалган тешикчеге салып, анан аны ийиңиз, бул буюмдун түздүгүн жана эстетикасын жакшыртат, ошондой эле ийилүүчү машинанын жоголушун азайтат.
Кыскача айтканда, дат баспас болоттон жасалган иштетүү үчүн ийилүүчү машинаны колдонууда, материалдык касиеттери, процесстин параметрлери, жабдуулардын шарттары жана башкалар сыяктуу көптөгөн факторлорду эске алуу жана кайра иштетүү сапатын жана өндүрүштүн натыйжалуулугун камсыз кылуу үчүн максаттуу чечимдерди кабыл алуу зарыл.



