










 EN
EN
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 SR
SR
 SK
SK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 BE
BE
 HY
HY
 KA
KA
 UR
UR
 BN
BN
 MN
MN
 KK
KK
 SU
SU
 TG
TG
 UZ
UZ
 KU
KU
 KY
KY

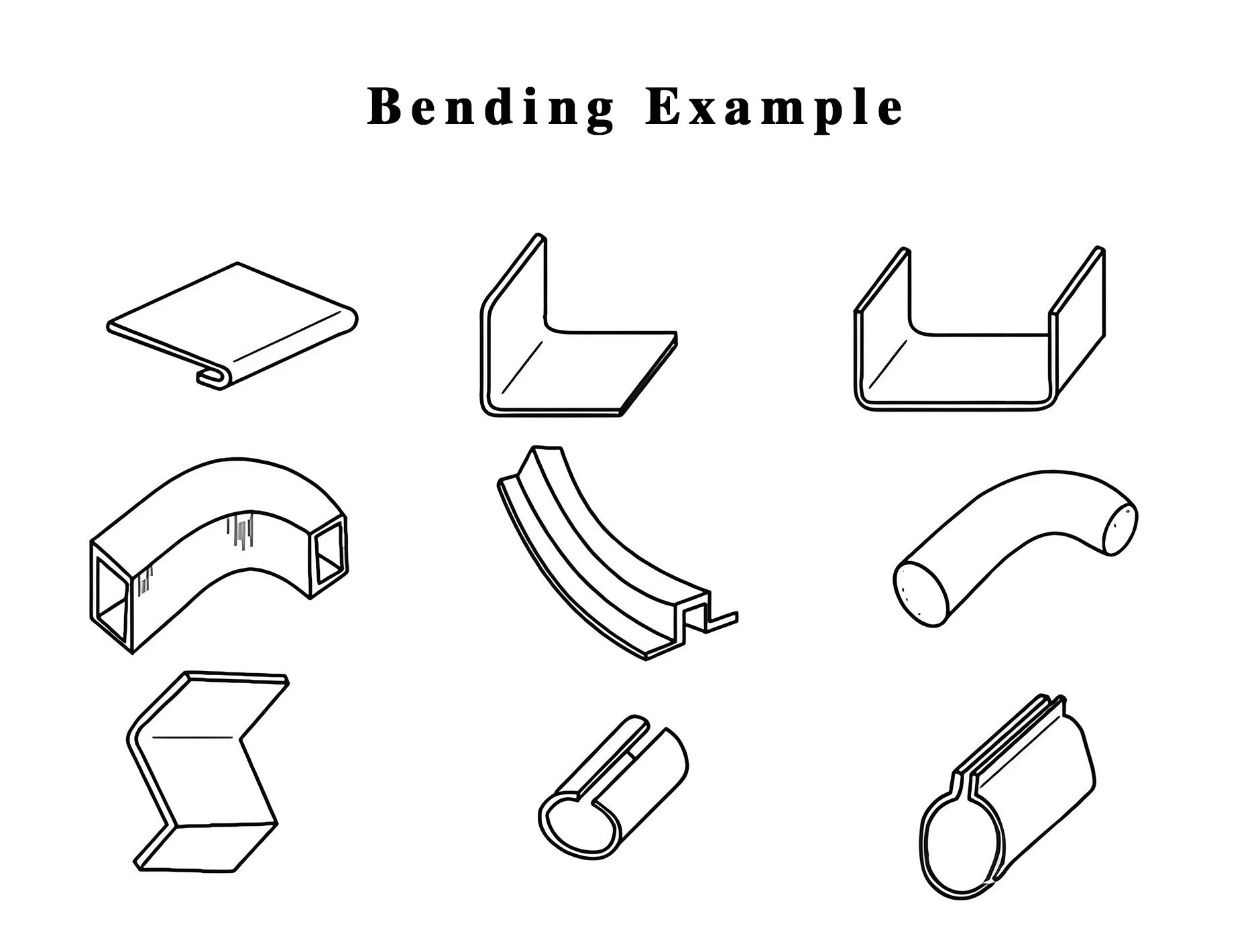
Қоғамның дамуымен бірге бізге қажет өнімдердің формалары да әртүрлі тәсілдермен өзгеруде. Олардың ішінде металды иілу кең таралған, оның ішінде қаңылтыр иілу, құбырды иілу, қаңылтырды дөңгелектеу, профильді экструзия және т.б.
Металл қаңылтыр иілу қандай процестерден тұрады?
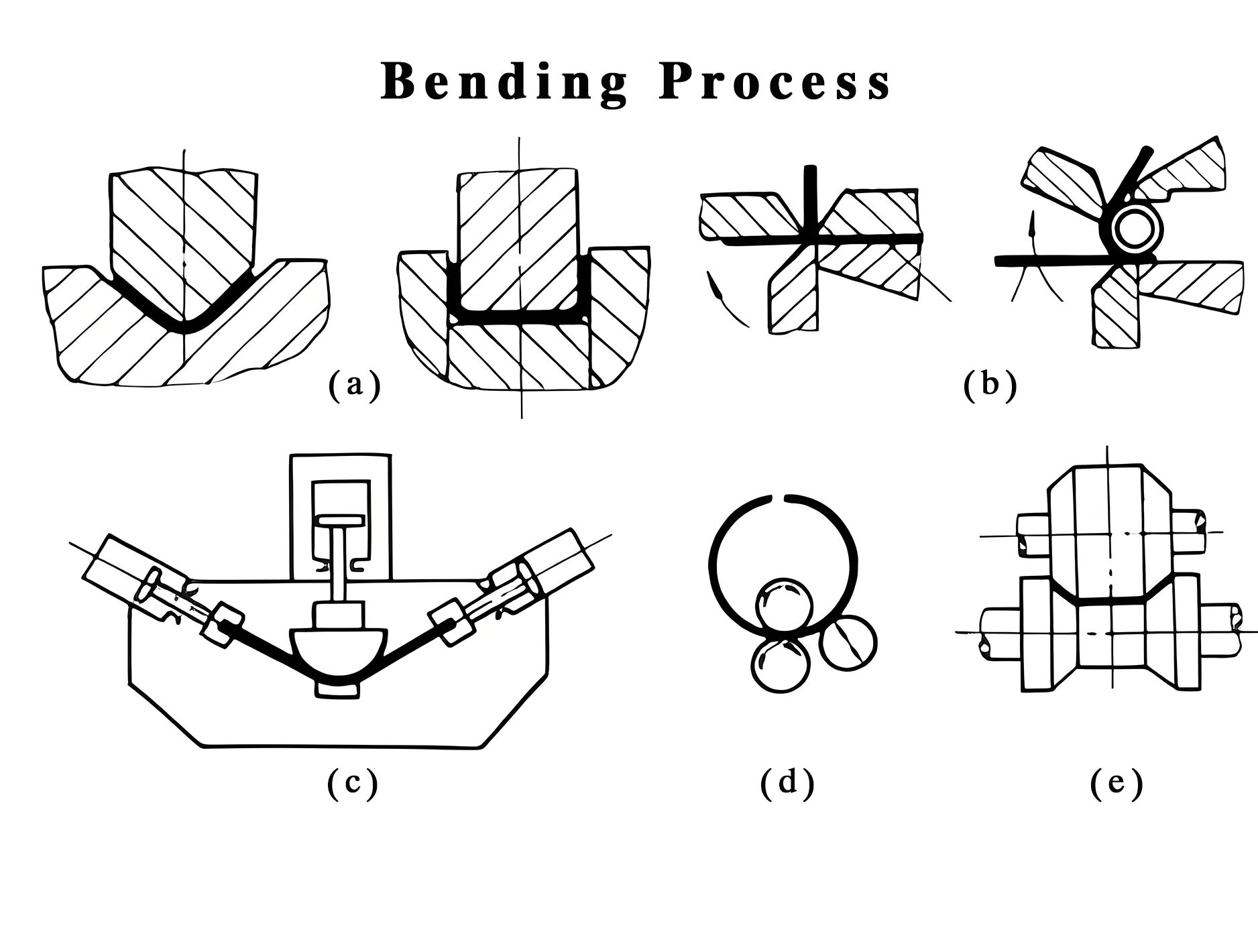
1. Кәдімгі иілу: кәдімгі иілу - бұл қаңылтырды 90° бүгу үшін Пресс тежегішін пайдалану.
2. Тегіс иілу: алдымен қаңылтырды 30° бүгіңіз, содан кейін 30° бұрышты тегістеңіз. Иілудің бұл түрі үшкір пышақ үстіңгі қалып пен тегістейтін үстіңгі қалыпты қажет етеді. Тегіс иілудің мақсаты - қаңылтырдың жалпы беріктігін арттыру.
3. Топсаны бүгу: топсаны қалыптастыру үшін бірнеше иілуді орындау үшін арнайы топса қалып қажет.
4. Бір реттік қалыптау иілісі: тиімділікті арттыру үшін қалыптау қалыпы өнімнің пішініне негізделіп жасалуы мүмкін, ал қаңылтыр бұйымның соңғы пішініне бір иілу арқылы қол жеткізуге болады.
5. Доғалық иілу: Бұл иілудің екі иілу әдісі бар. (a) Өнім доғасының өлшеміне сәйкес әрбір қадамның иілу бұрышын және X осінің өлшемін есептеңіз, көп сатылы иілуді орындаңыз және соңында доғаны бүктеңіз. Бұл ең үнемді әдіс, бірақ тиімділігі жоғары емес және қиын; (b) Өндірушіге доға пішінін қаңылтыр бұйымның доғасының өлшеміне сәйкес тікелей реттеуге рұқсат етіңіз. Бұл әдіс тиімдірек, сонымен қатар өнімнің сапасы мен сыртқы түрі де жақсарады.
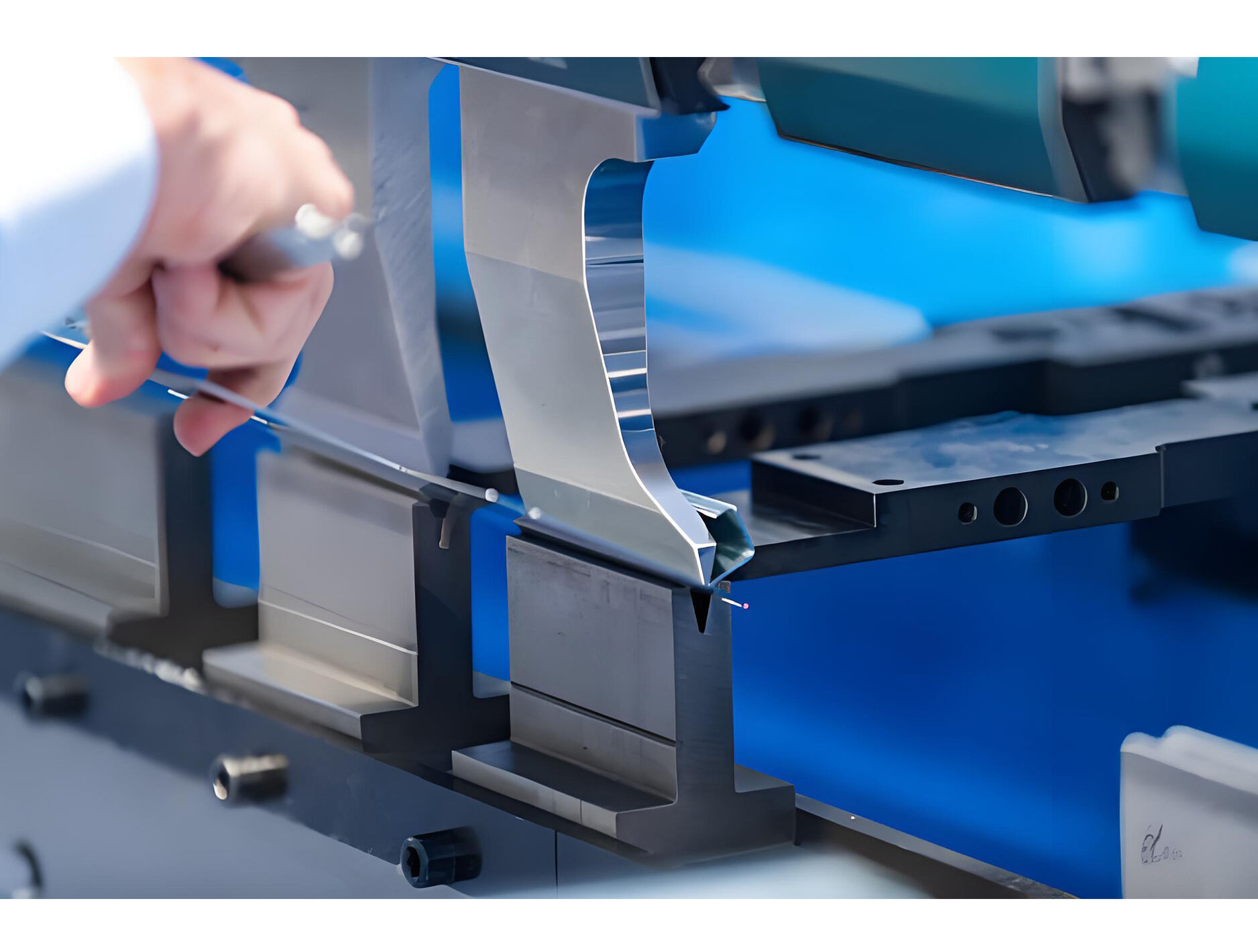
Тот баспайтын болаттан иілу:
Тот баспайтын болат жоғары берік және коррозияға төзімді металл материал ретінде көптеген өнеркәсіп салаларында кеңінен қолданылады. Дегенмен, баспайтын болатты майыстыру үшін тежегішті пайдалану кезінде кейбір мәселелер жиі кездеседі. Төменде қорытынды және сәйкес шешімдер берілген. Бұл сізге пайдалы болады деп үміттенемін.
1. Беткі сызаттар
Тот баспайтын болат иілу процесінде беткі сызаттар мен тозуға бейім. Негізгі себептерге мыналар жатады:
- Арматураның тозуы немесе дұрыс жасалмауы
- Дайындама мен бекітпе арасындағы шамадан тыс үйкеліс
- Дайындама бетіндегі шаң немесе бөгде заттар
- Қалып ұясы тым кішкентай
Solutions:
- Арматураны үнемі тексеріп, ауыстырыңыз
- Дайындама мен арматура арасындағы жанасу аймағын азайту үшін арматураның дизайнын оңтайландырыңыз
- Дайындаманы және қалып бетін таза ұстаңыз және бетіндегі бөгде заттарды жүйелі түрде тазалаңыз
- Талаптары жоғары өнімдер үшін ізі жоқ иілу қалыпын немесе ізі жоқ пленканы қолданған жөн

2. Материалдың деформациясы, иілу бұрышы стандартқа сәйкес келмейді
Тот баспайтын болат иілу процесінде деформацияға бейім. Негізгі себептерге мыналар жатады:
- Алдын ала иілу сомасын дұрыс есептемеу
- Тот баспайтын болаттың шамадан тыс кері серпілу күші
- қалыптың ойығын дұрыс таңдамау
Шешім:
- қаңылтырдың сипаттамалары бойынша иілу алдындағы қысымды дәл есептеңіз
- Иілу машинасы өнімнің түзулігі мен эстетикасын айтарлықтай жақсартатын механикалық компенсация функциясымен жабдықталуы керек.
- Тот баспайтын болатты алдымен ойып, содан кейін майыстырыңыз, бұл өнімнің түзулігі мен эстетикасын айтарлықтай жақсартады, сонымен қатар иілу машинасының жоғалуын азайтады.
Қорытындылай келе, тот баспайтын болатты өңдеу үшін иілу машинасын пайдаланған кезде материалдың қасиеттері, процесс параметрлері, жабдықтың жағдайы және т.б. сияқты көптеген факторларды ескеріп, өңдеу сапасы мен өндіріс тиімділігін қамтамасыз ету үшін мақсатты шешімдерді қабылдау қажет.



