










 EN
EN
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 SR
SR
 SK
SK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 BE
BE
 HY
HY
 KA
KA
 UR
UR
 BN
BN
 MN
MN
 KK
KK
 SU
SU
 TG
TG
 UZ
UZ
 KU
KU
 KY
KY

როგორ მოვიხაროთ უჟანგავი ფოლადის ფურცლები? საქართველო
საზოგადოების განვითარებასთან ერთად, ჩვენთვის საჭირო პროდუქტების ფორმებიც იცვლება სხვადასხვა გზით. მათ შორის ყველაზე გავრცელებულია ლითონის ღუნვა, მათ შორის ლითონის ფურცლის მოხრა, მილის მოხრა, ლითონის ფურცლის დამრგვალება, პროფილის ექსტრუზია და ა.შ.
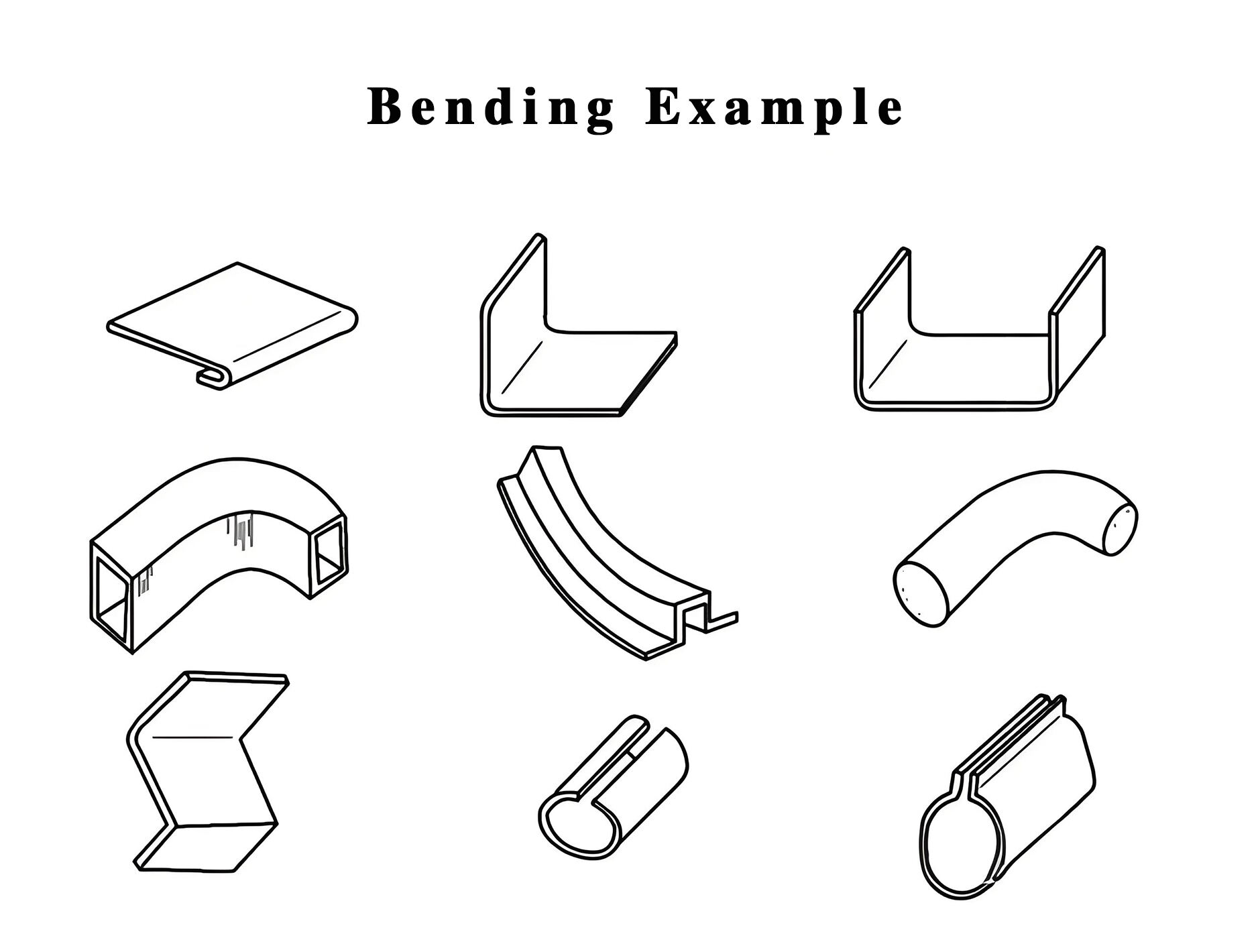
რა პროცესები აქვს ლითონის ფურცლის მოხრას?
1. ჩვეულებრივი მოღუნვა: ჩვეულებრივი მოხრა არის პრეს Brake-ის გამოყენება ლითონის ფურცლის 90°-მდე მოსახვევად.
2. გაბრტყელება მოხრილი: მოხარეთ ლითონის ფურცელი ჯერ 30°-ზე, შემდეგ კი გაასწორეთ 30° კუთხე. ამ ტიპის ღუნვა მოითხოვს მკვეთრი დანის ზედა ძაფს და გაბრტყელ ზედა ნაწილს. გაბრტყელების მოხრის მიზანია ლითონის ფურცლის საერთო სიმტკიცის გაზრდა.
3. ანჯის მოხრა: საკინძების ფორმირებისთვის საჭიროა სპეციალური საკინძების ჩამოსხმა.
4. ერთჯერადი ფორმირების ღუნვა: მაქსიმალური ეფექტურობის გაზრდის მიზნით, ფორმირების ფორმა შეიძლება დამზადდეს პროდუქტის ფორმის მიხედვით, ხოლო ლითონის ფურცლის პროდუქტის საბოლოო ფორმა მიიღწევა მხოლოდ ერთი მოსახვევით.
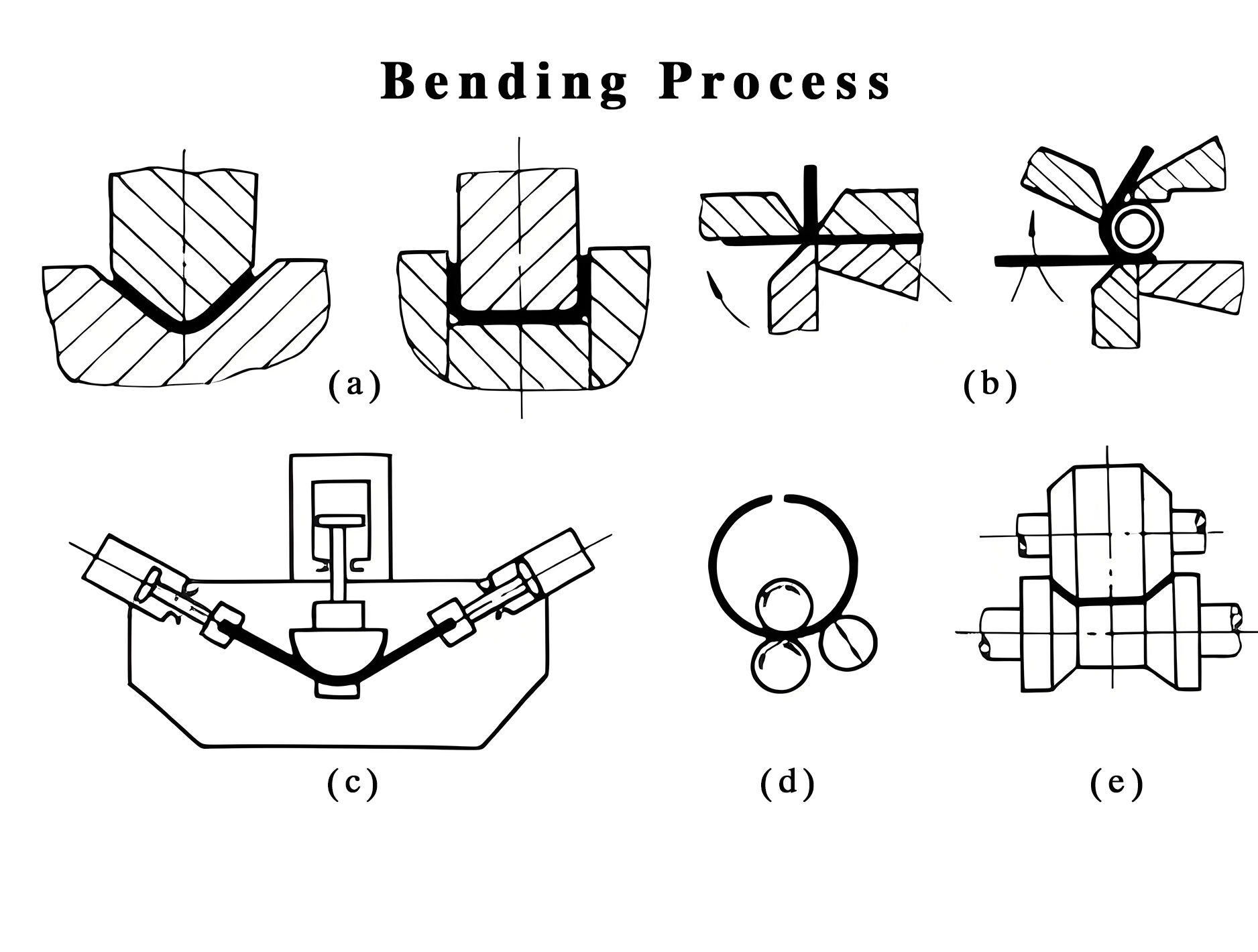
5. რკალი ღუნვა: ამ მოღუნვის ორი მეთოდი არსებობს. (ა) გამოთვალეთ თითოეული საფეხურის მოღუნვის კუთხე და X ღერძის ზომა პროდუქტის რკალის ზომის მიხედვით, შეასრულეთ მრავალსაფეხურიანი მოხრა და ბოლოს რკალი მოხარეთ. ეს არის ყველაზე ეკონომიური მეთოდი, მაგრამ ეფექტურობა არ არის მაღალი და რთულია; (ბ) ნება მიეცით მწარმოებელს მოარგოს რკალის ფორმა პირდაპირ ლითონის ფურცლის პროდუქტის რკალის ზომის მიხედვით. ეს მეთოდი უფრო ეფექტურია, ასევე გაუმჯობესებულია პროდუქტის ხარისხი და გარეგნობა.
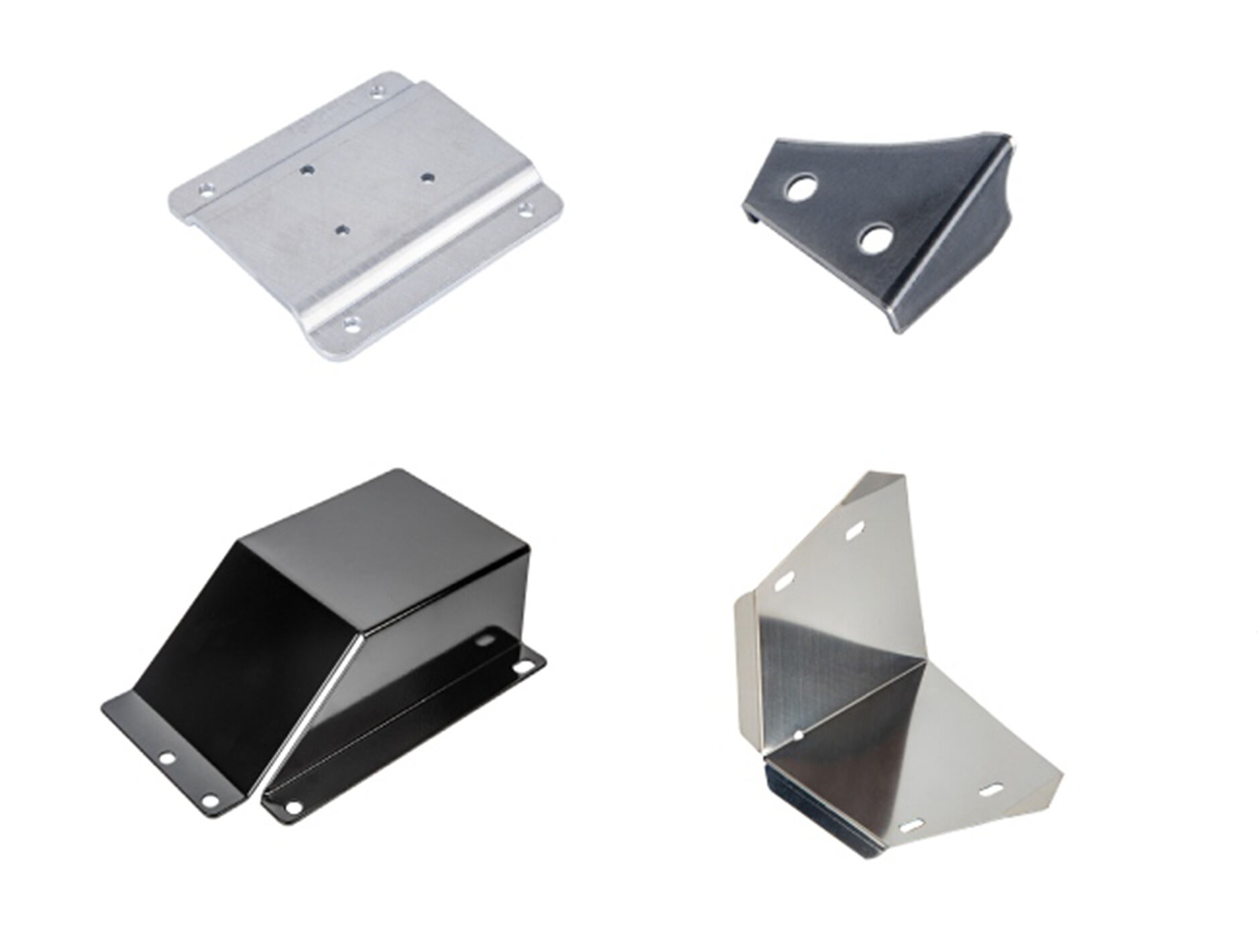
უჟანგავი ფოლადის მოხრა:
როგორც მაღალი სიმტკიცის და კოროზიისადმი მდგრადი ლითონის მასალა, უჟანგავი ფოლადი ფართოდ გამოიყენება მრავალ ინდუსტრიულ სფეროში. თუმცა, პრეს-მუხრუჭის გამოყენებისას უჟანგავი ფოლადის მოსახვევად, ხშირად ჩნდება გარკვეული პრობლემები. ქვემოთ მოცემულია შეჯამება და მოწოდებულია შესაბამისი გადაწყვეტილებები. იმედი მაქვს, რომ ეს თქვენთვის სასარგებლო იქნება.
1. ზედაპირის ნაკაწრები
უჟანგავი ფოლადი მიდრეკილია ზედაპირის ნაკაწრებისა და აბრაზიებისკენ მოხრის პროცესის დროს. ძირითადი მიზეზები მოიცავს:
- მოწყობილობების აცვიათ ან არასწორი დიზაინი
- გადაჭარბებული ხახუნი სამუშაო ნაწილსა და სამაგრს შორის
- მტვერი ან უცხო ნივთიერებები სამუშაო ნაწილის ზედაპირზე
- ყალიბის ჭრილი ძალიან პატარაა
გადაწყვეტილებები:
- რეგულარულად შეამოწმეთ და შეცვალეთ სამაგრი
- მოახდინე მოწყობილობის დიზაინის ოპტიმიზაცია, რათა შეამციროს საკონტაქტო არე სამუშაო ნაწილსა და მოწყობილობას შორის
- შეინახეთ სამუშაო ნაწილის და ფორმის ზედაპირი სუფთად და რეგულარულად გაასუფთავეთ ზედაპირზე არსებული უცხო ნივთიერებები
- მაღალი მოთხოვნების მქონე პროდუქტებისთვის რეკომენდირებულია უკვალავი მოსახვევი ფორმის ან უკვალოდ ფირის გამოყენება

2. მასალის დეფორმაცია, მოხრის კუთხე არ შეესაბამება სტანდარტს
უჟანგავი ფოლადი მიდრეკილია დეფორმაციისკენ მოხრის პროცესის დროს. ძირითადი მიზეზები მოიცავს:
- წინასწარ მოღუნვის თანხის არასწორი გაანგარიშება
- თავად უჟანგავი ფოლადის გადაჭარბებული მობრუნების ძალა
- ჩამოსხმის ნაჭრის არასწორი შერჩევა
გადაჭრა:
- ზუსტად გამოთვალეთ მოსახვევამდე რაოდენობა მასალის მახასიათებლების მიხედვით
- Press Brake აღჭურვილი უნდა იყოს მექანიკური კომპენსირებით, რაც მნიშვნელოვნად გააუმჯობესებს პროდუქტის სისწორესა და ესთეტიკას.
- ჯერ დაჭერით უჟანგავი ფოლადი და შემდეგ მოხარეთ, რაც მნიშვნელოვნად გააუმჯობესებს პროდუქტის სისწორესა და ესთეტიკას, ასევე შეამცირებს პრეს-ბრეიკის დაკარგვას.
მოკლედ, უჟანგავი ფოლადის დასამუშავებლად Press Brake-ის გამოყენებისას აუცილებელია მრავალი ფაქტორის გათვალისწინება, როგორიცაა მატერიალური მახასიათებლები, პროცესის პარამეტრები და აღჭურვილობის პირობები და მიზანმიმართული გადაწყვეტილებების მიღება დამუშავების ხარისხისა და წარმოების ეფექტურობის უზრუნველსაყოფად.
რეკომენდებული პროდუქტები
ცხელი ამბები
-
Saudi Arabia-WC67K 100T 3200 NC Press Brake & QC12K-4x3200 საპარსი მანქანა & 3x3100 დასაკეცი მანქანა
2024-11-11
-
USA-PANEL 1400PA3-DA BENDING CENTER
2024-10-28
-
Argentina-WC67K 125T 3200 CNC პრეს სამუხრუჭე და QC12K-4X3200 საპარსი მანქანა
2024-10-25
-
Bending ცენტრების ძირითადი გამოყენება და განვითარება
2024-10-24
-
Indonesia-WC67K-30T 1600/63T 2500/100T3200/160T 3200 CNC პრეს სამუხრუჭე
2024-10-21
-
როგორ გავუმკლავდეთ წნევის ნაკლებობას პრეს-ბრეიკში
2024-10-15
-
როგორ შევინარჩუნოთ პრეს-ბრეიკი: 28 რჩევა პრეს-ბრეიკის შესანარჩუნებლად იდეალურ მდგომარეობაში
2024-10-04
-
Mexico WC67K 80T 3200 NC პრეს სამუხრუჭე და QC12k-6×3200 საპარსი მანქანა
2024-09-26
-
ყოვლისმომცველი გზამკვლევი მოსახვევის ფორმირების შესახებ
2024-09-26
-
მოგესალმებით ინდოელ მომხმარებლებს ეწვიონ ჩვენს ქარხანას
2024-09-23




