










 EN
EN
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 SR
SR
 SK
SK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 BE
BE
 HY
HY
 KA
KA
 UR
UR
 BN
BN
 MN
MN
 KK
KK
 SU
SU
 TG
TG
 UZ
UZ
 KU
KU
 KY
KY

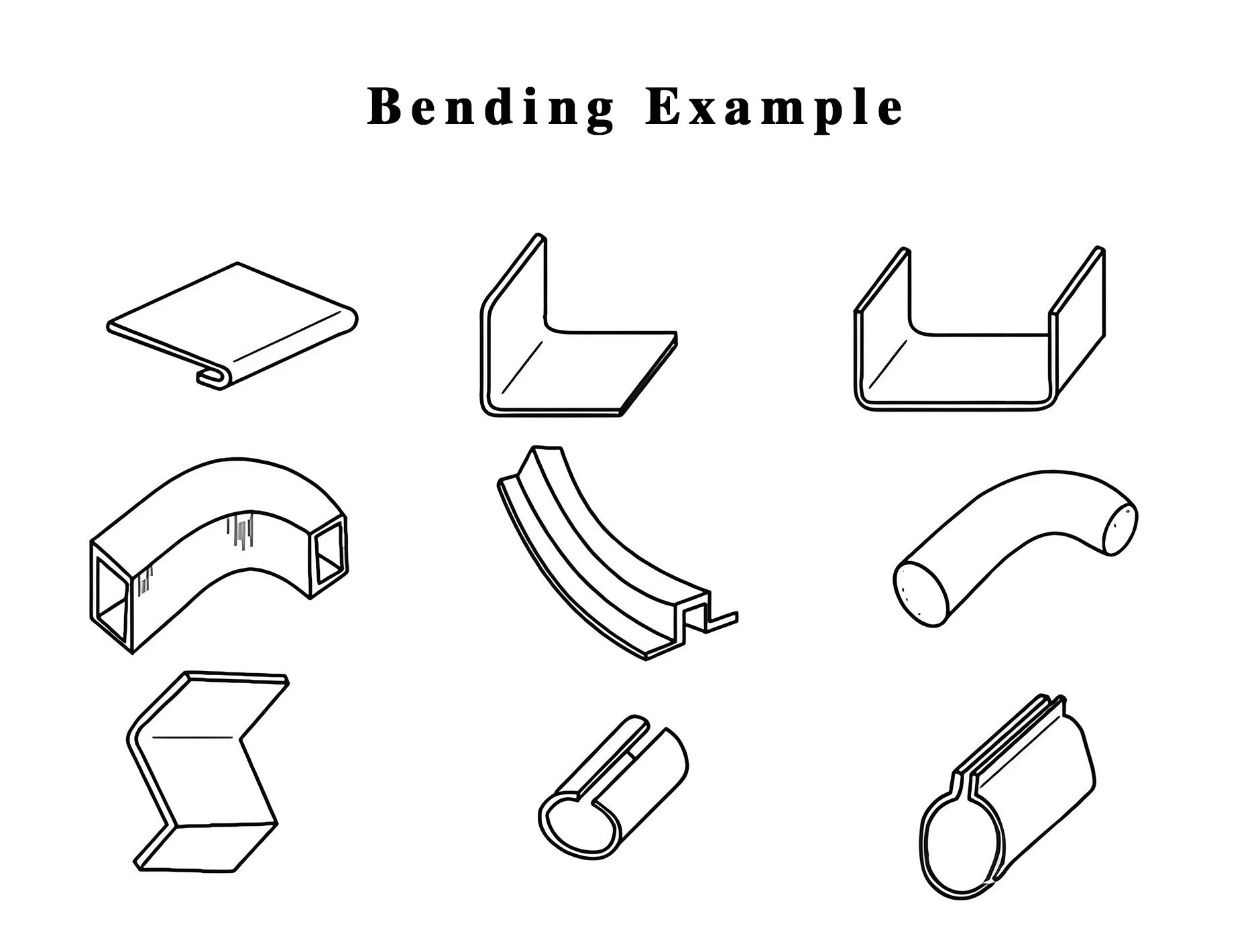
S razvojem društva različito se mijenjaju i oblici proizvoda koji su nam potrebni. Među njima je najčešće savijanje metala, uključujući savijanje lima, savijanje cijevi, zaobljenje lima, ekstruziju profila itd.
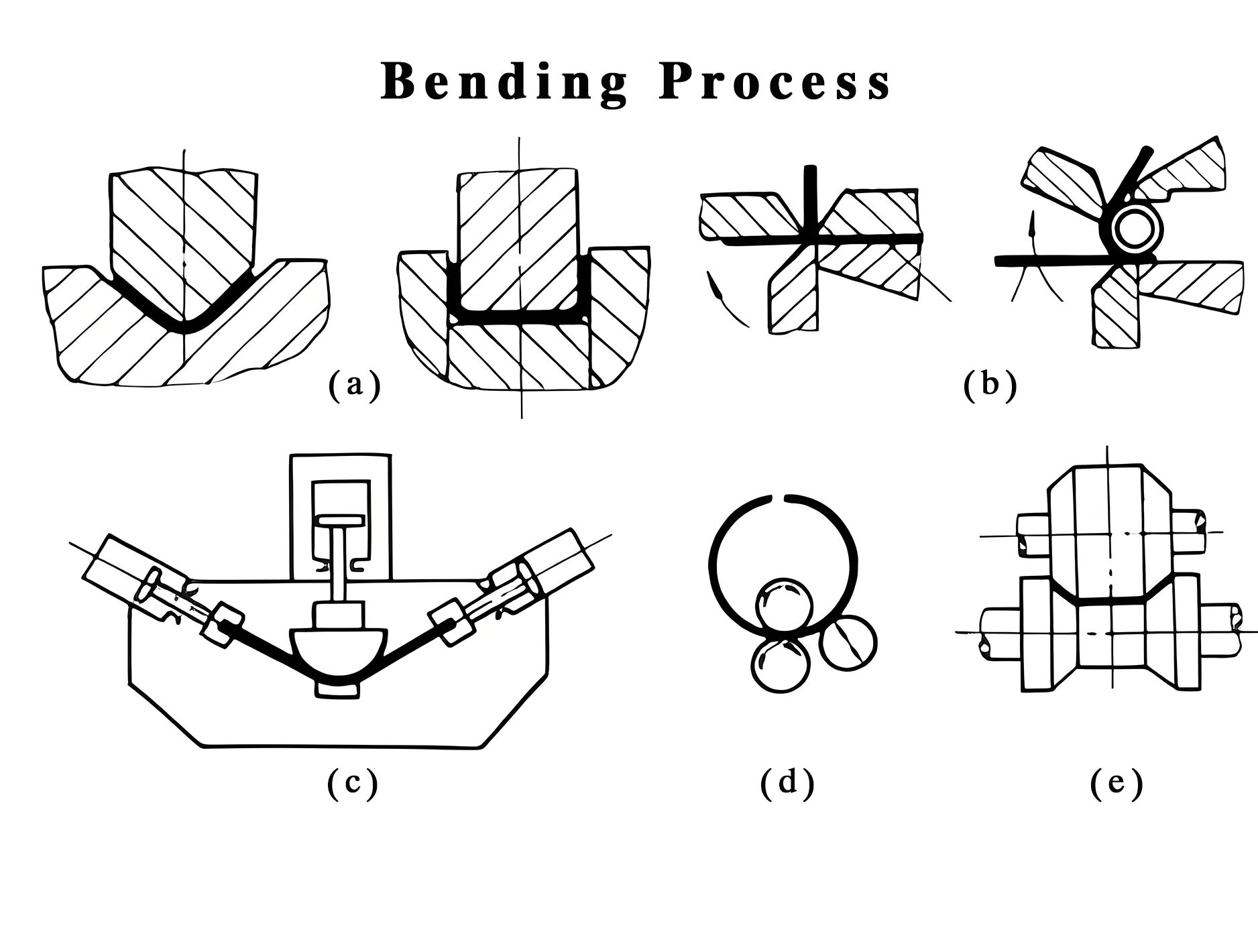
Koje procese ima savijanje lima?
1. Obično savijanje: Konvencionalno savijanje je korištenje pres kočnice za savijanje lima na 90°.
2. Ravnanje savijanja: najprije savijte lim pod kutom od 30°, a zatim poravnajte kut od 30°. Ova vrsta savijanja zahtijeva gornju matricu s oštrim nožem i gornju matricu za ravnanje. Svrha ravnanja savijanja je povećanje ukupne čvrstoće metalnog lima.
3. Savijanje šarki: potreban je poseban kalup za šarke za izvođenje višestrukih savijanja kako bi se oblikovala šarka.
4. Jednokratno savijanje oblikovanja: Kako bi se povećala učinkovitost, kalup za oblikovanje može se izraditi na temelju oblika proizvoda, a konačni oblik proizvoda od lima može se postići samo jednim savijanjem.
5. Lukno savijanje: Postoje dvije metode savijanja za ovo savijanje. (a) Izračunajte kut savijanja i veličinu osi X svakog koraka prema veličini luka proizvoda, izvedite savijanje u više koraka i na kraju savijte luk. Ovo je najisplativija metoda, ali učinkovitost nije visoka i teško je; (b) Dopustite proizvođaču da prilagodi lučni kalup izravno prema veličini luka proizvoda od lima. Ova metoda je učinkovitija, a poboljšava se i kvaliteta i izgled proizvoda.
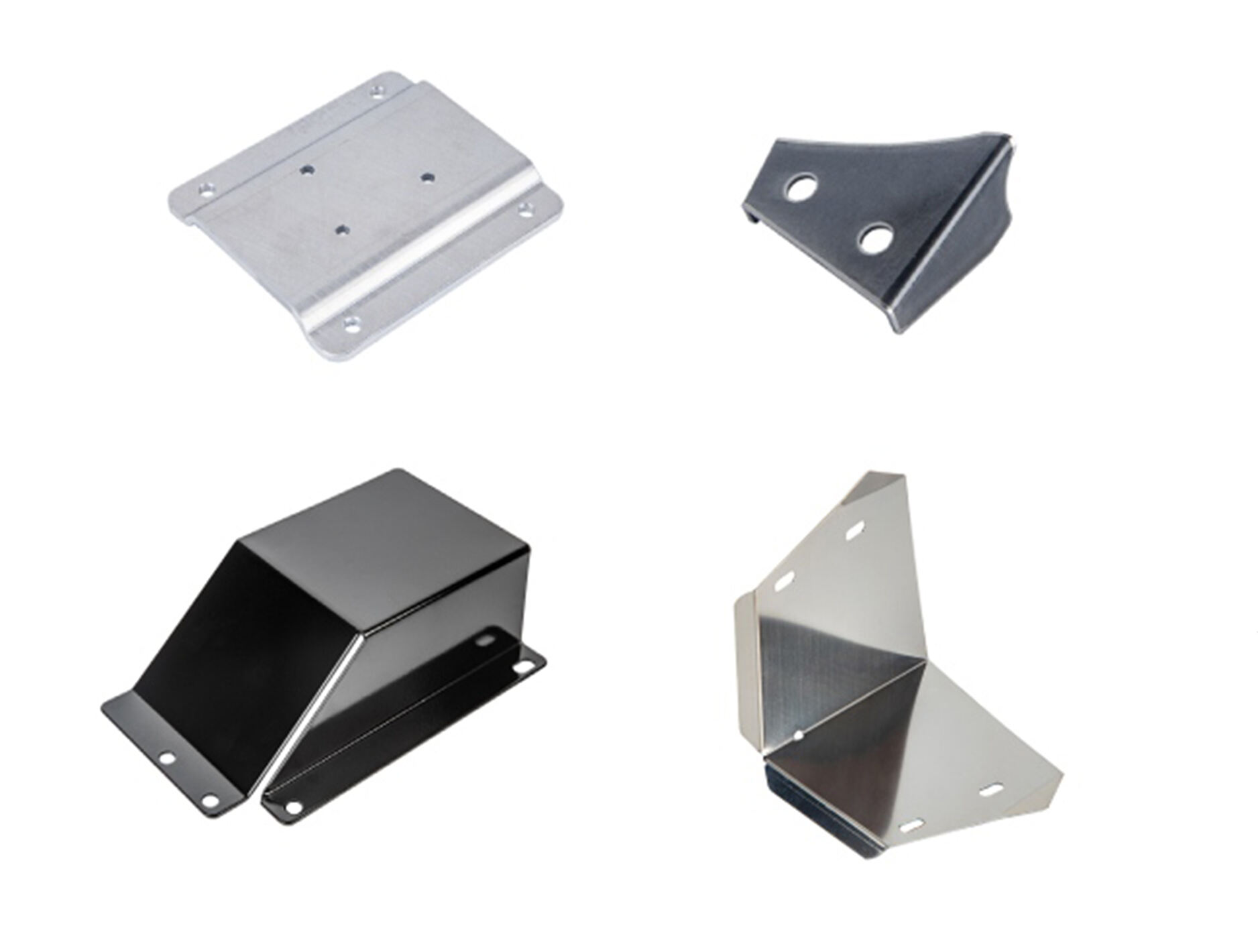
Savijanje nehrđajućeg čelika:
Kao metalni materijal visoke čvrstoće i otporan na koroziju, nehrđajući čelik naširoko se koristi u mnogim industrijskim područjima. Međutim, kada se koristi preša za savijanje nehrđajućeg čelika, često se susreću neki problemi. Slijedi sažetak i odgovarajuća rješenja. Nadam se da će vam biti od pomoći.
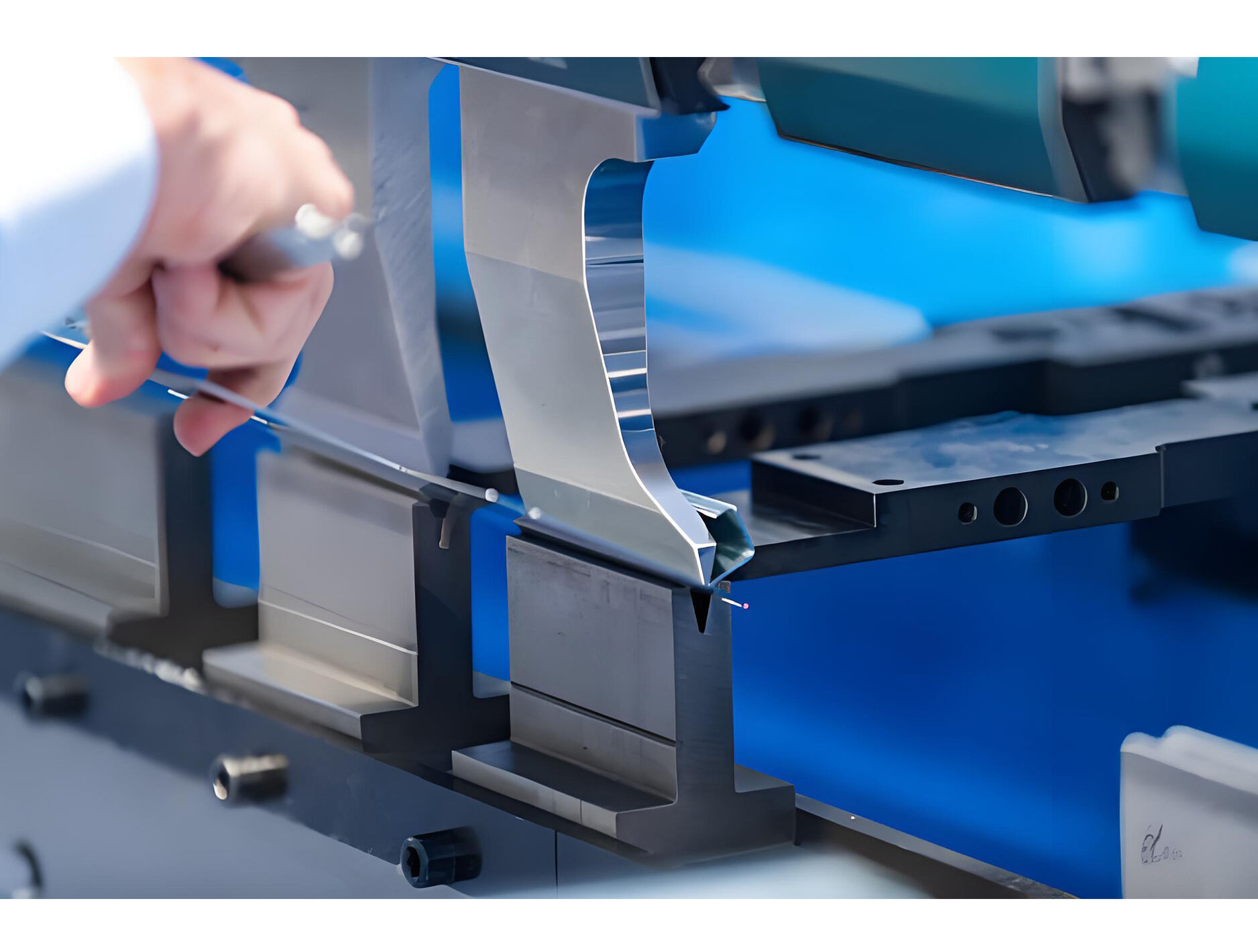
1. Površinske ogrebotine
Nehrđajući čelik je sklon površinskim ogrebotinama i abrazijama tijekom procesa savijanja. Glavni razlozi uključuju:
- Istrošenost ili neodgovarajući dizajn učvršćenja
- Pretjerano trenje između obratka i učvršćenja
- Prašina ili strane tvari na površini obratka
- Utor za kalup je premali
Rješenja:
- Redovito provjeravajte i mijenjajte učvršćenje
- Optimizirajte dizajn učvršćenja kako biste smanjili kontaktnu površinu između obratka i učvršćenja
- Održavajte površinu izratka i kalupa čistima i redovito čistite strane tvari na površini
- Za proizvode s visokim zahtjevima preporuča se korištenje kalupa za savijanje bez tragova ili filma bez tragova

2. Deformacija materijala, kut savijanja ne zadovoljava standard
Nehrđajući čelik je sklon deformacijama tijekom procesa savijanja. Glavni razlozi uključuju:
- Neispravan izračun količine predsavijanja
- Pretjerana povratna sila samog nehrđajućeg čelika
- Nepravilan odabir zareza kalupa
Rješenje:
- Točno izračunati pritisak predsavijanja prema karakteristikama lima
- Stroj za savijanje mora biti opremljen funkcijom mehaničke kompenzacije, što će uvelike poboljšati ravnost i estetiku proizvoda
- Prvo prorežite nehrđajući čelik, a zatim ga savijte, što će uvelike poboljšati ravnost i estetiku proizvoda, a također smanjiti gubitak stroja za savijanje
Ukratko, kada koristite stroj za savijanje za obradu nehrđajućeg čelika, potrebno je uzeti u obzir mnoge čimbenike kao što su svojstva materijala, procesni parametri, uvjeti opreme itd., te usvojiti ciljana rješenja kako bi se osigurala kvaliteta obrade i učinkovitost proizvodnje.



