

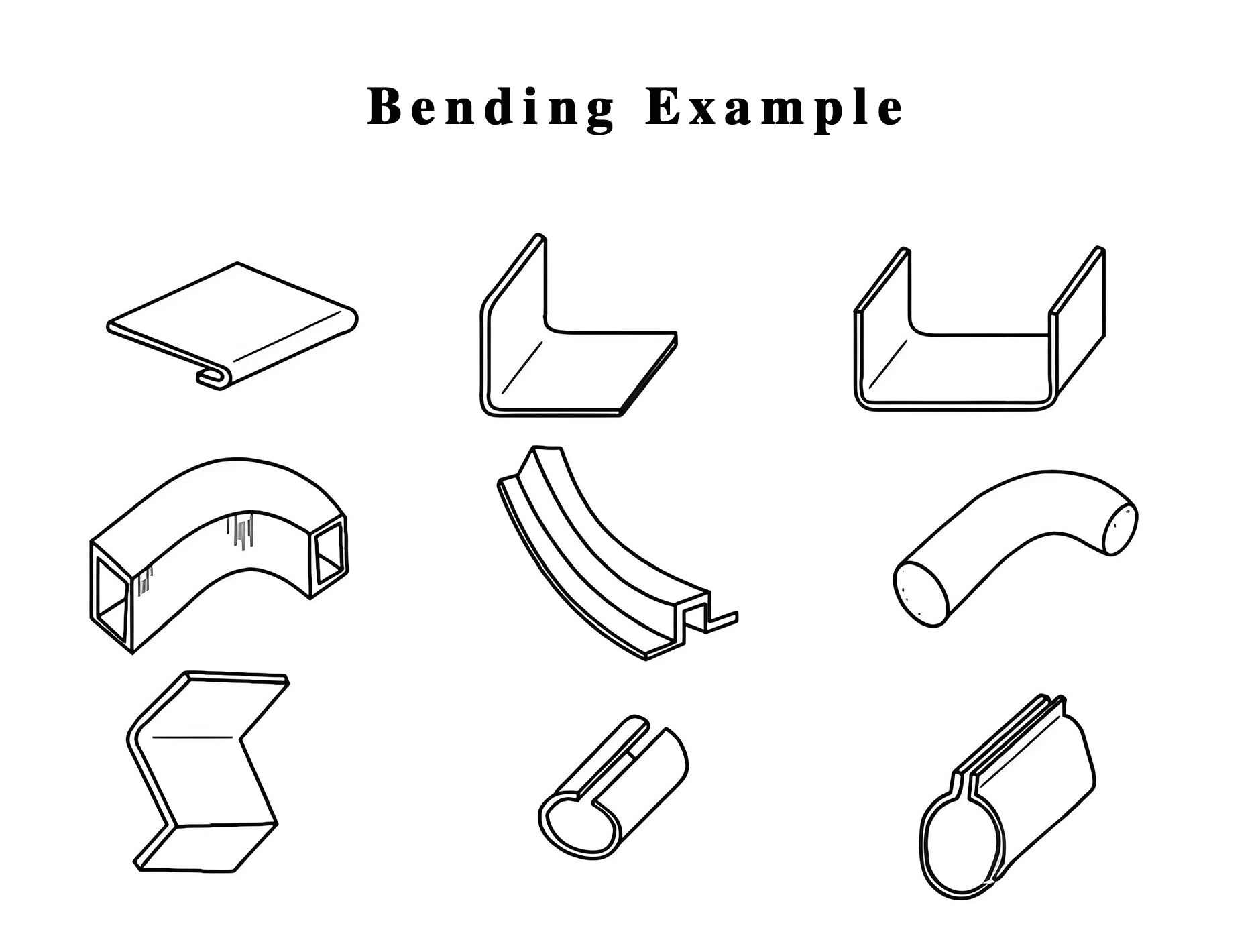
With the development of society, the forms of products we need are also changing in a variety of ways. Among them, metal bending is the most common, including sheet metal bending, pipe bending, sheet metal rounding, profile extrusion, etc.
What processes does sheet metal bending have?
1. Ordinary bending: Conventional bending is to use a Press Brake to bend the sheet metal into 90°.
2. Flattening bending: Bend the sheet metal into 30° first, and then flatten the 30° angle. This type of bending requires a sharp knife upper die and a flattening upper die. The purpose of flattening bending is to enhance the overall strength of the sheet metal.
3. Hinge bending: A special hinge mold is required to perform multiple bends to form a hinge.
4. One-time forming bending: In order to maximize efficiency, the forming mold can be made based on the product shape, and the final shape of the sheet metal product can be achieved with just one bend.
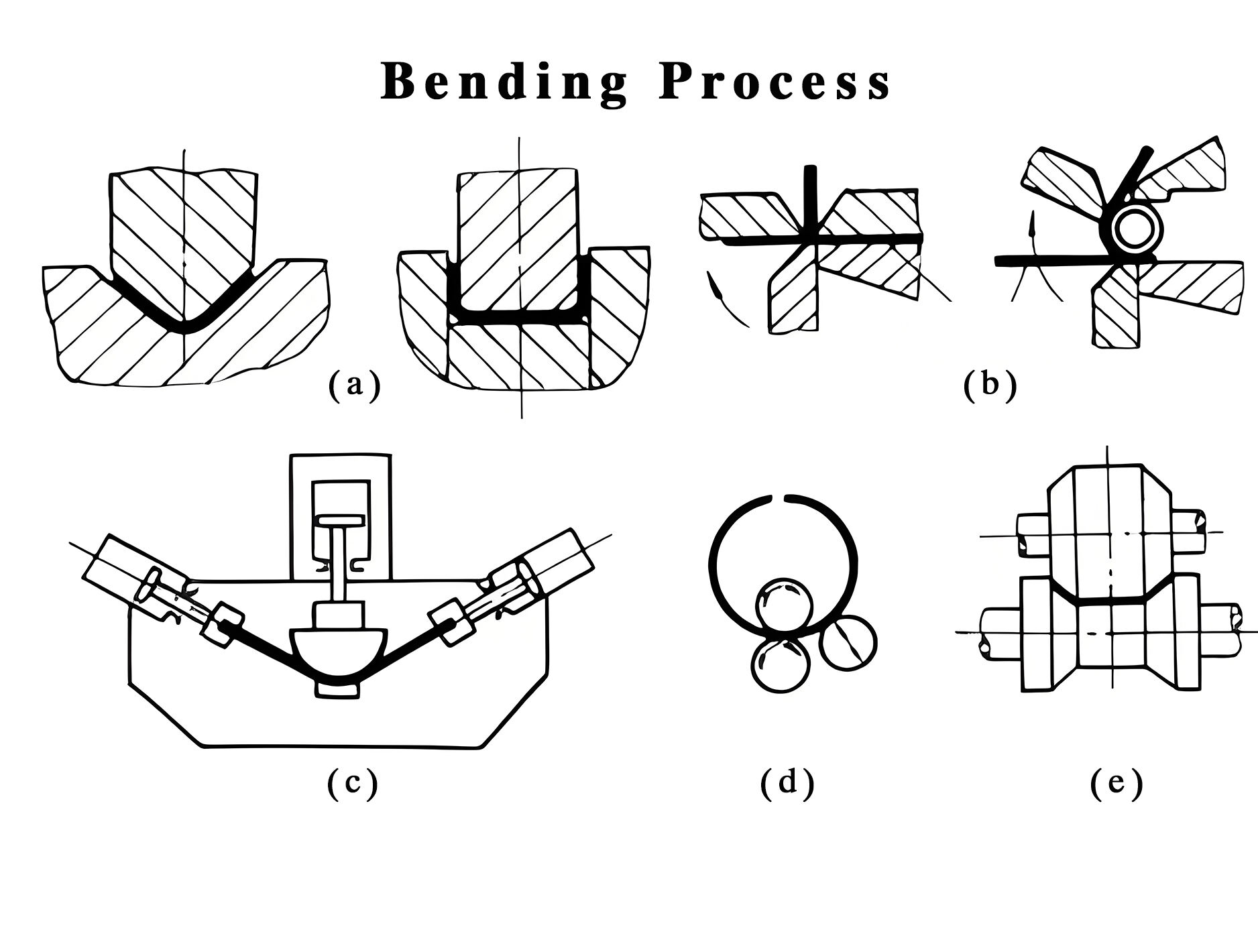
5. Arc bending: There are two bending methods for this bending. (a) Calculate the bending angle and X-axis size of each step according to the size of the product arc, perform multi-step bending, and finally bend the arc. This is the most cost-effective method, but the efficiency is not high and it is difficult; (b) Let the manufacturer customize the arc mold directly according to the size of the arc of the sheet metal product. This method is more efficient, and the product quality and appearance are also improved.
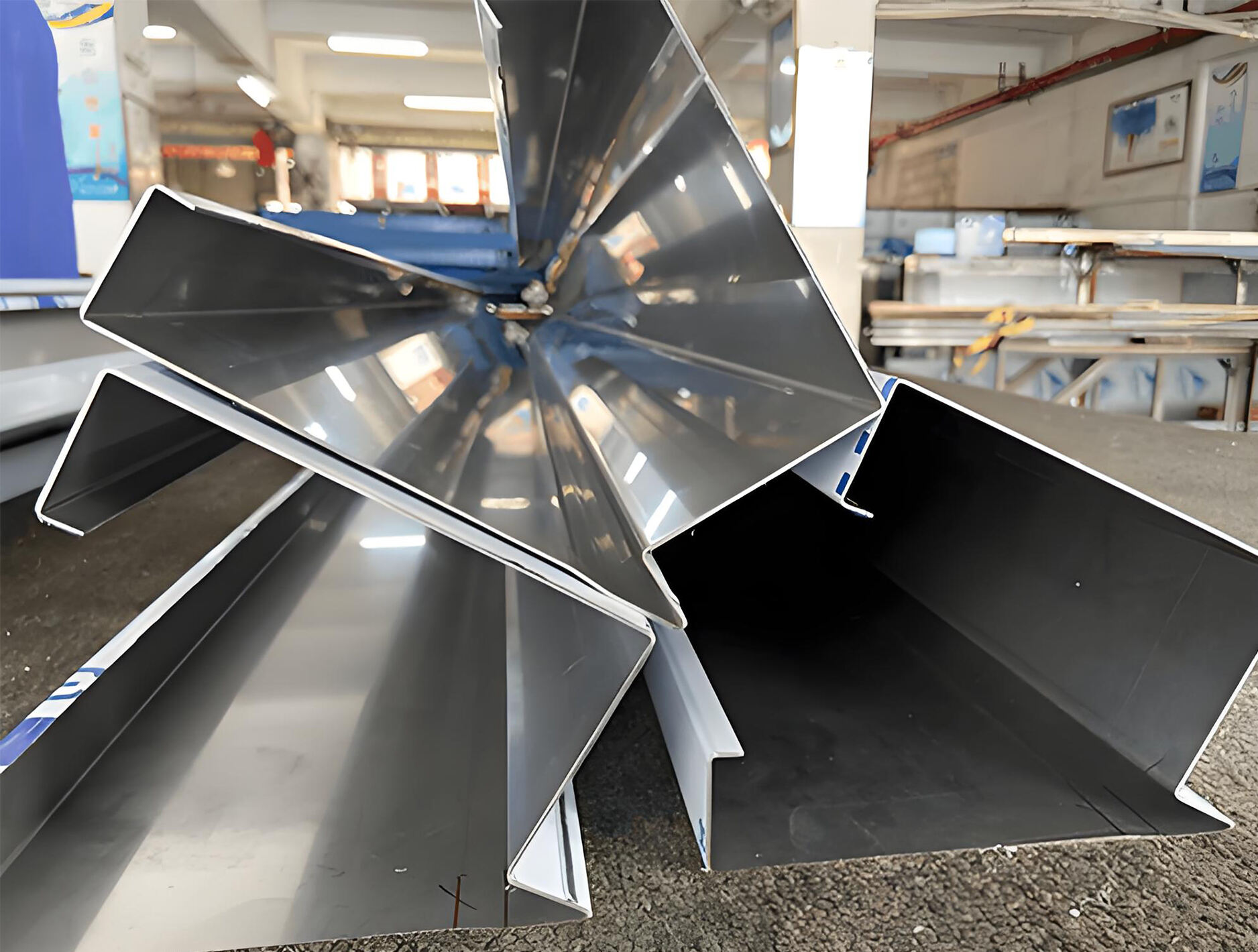
Stainless steel bending:
As a high-strength and corrosion-resistant metal material, stainless steel is widely used in many industrial fields. However, when using a Press Brake to bend stainless steel, some problems are often encountered. The following is a summary and corresponding solutions are provided. I hope it will be helpful to you.
1. Surface scratches
Stainless steel is prone to surface scratches and abrasions during the bending process. The main reasons include:
- Wear or improper design of the fixture
- Excessive friction between the workpiece and the fixture
- Dust or foreign matter on the workpiece surface
- The mold slot is too small
Solutions:
- Regularly check and replace the fixture
- Optimize the fixture design to reduce the contact area between the workpiece and the fixture
- Keep the workpiece and mold surface clean, and regularly clean the foreign matter on the surface
- For products with high requirements, it is recommended to use a traceless bending mold or a traceless film
2. Material deformation, bending angle does not meet the standard
Stainless steel is prone to deformation during the bending process. The main reasons include:
- Improper calculation of pre-bending amount
- Excessive rebound force of stainless steel itself
- Improper selection of mold notch
Solution:
- Accurately calculate the pre-bending amount according to material characteristics
- The Press Brake needs to be equipped with mechanical compensation, which will greatly improve the straightness and aesthetics of the product
- Slot the stainless steel first and then bend it, which will greatly improve the straightness and aesthetics of the product, and also reduce the loss of the Press Brake
In summary, when using a Press Brake to process stainless steel, it is necessary to consider many factors such as material characteristics, process parameters and equipment conditions, and take targeted solutions to ensure processing quality and production efficiency.

Leave your email address and requirements, our professional sales team will develop the most suitable solution for you.





Copyright © 2025 Nanjing Zyco Cnc Machinery Co., Ltd. All Rights Reserved.
 Network Supported
Network Supported
 English
English français
français Deutsch
Deutsch italiano
italiano русский
русский português
português español
español 한국의
한국의 Türkçe
Türkçe العربية
العربية





