










 EN
EN
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 SR
SR
 SK
SK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 BE
BE
 HY
HY
 KA
KA
 UR
UR
 BN
BN
 MN
MN
 KK
KK
 SU
SU
 TG
TG
 UZ
UZ
 KU
KU
 KY
KY

स्टेनलेस स्टील शीट को कैसे मोड़ें?
समाज के विकास के साथ-साथ, हमें जिन उत्पादों की आवश्यकता है, उनके स्वरूप भी विभिन्न तरीकों से बदल रहे हैं। इनमें से, धातु झुकना सबसे आम है, जिसमें शीट मेटल झुकना, पाइप झुकना, शीट मेटल राउंडिंग, प्रोफ़ाइल एक्सट्रूज़न आदि शामिल हैं।
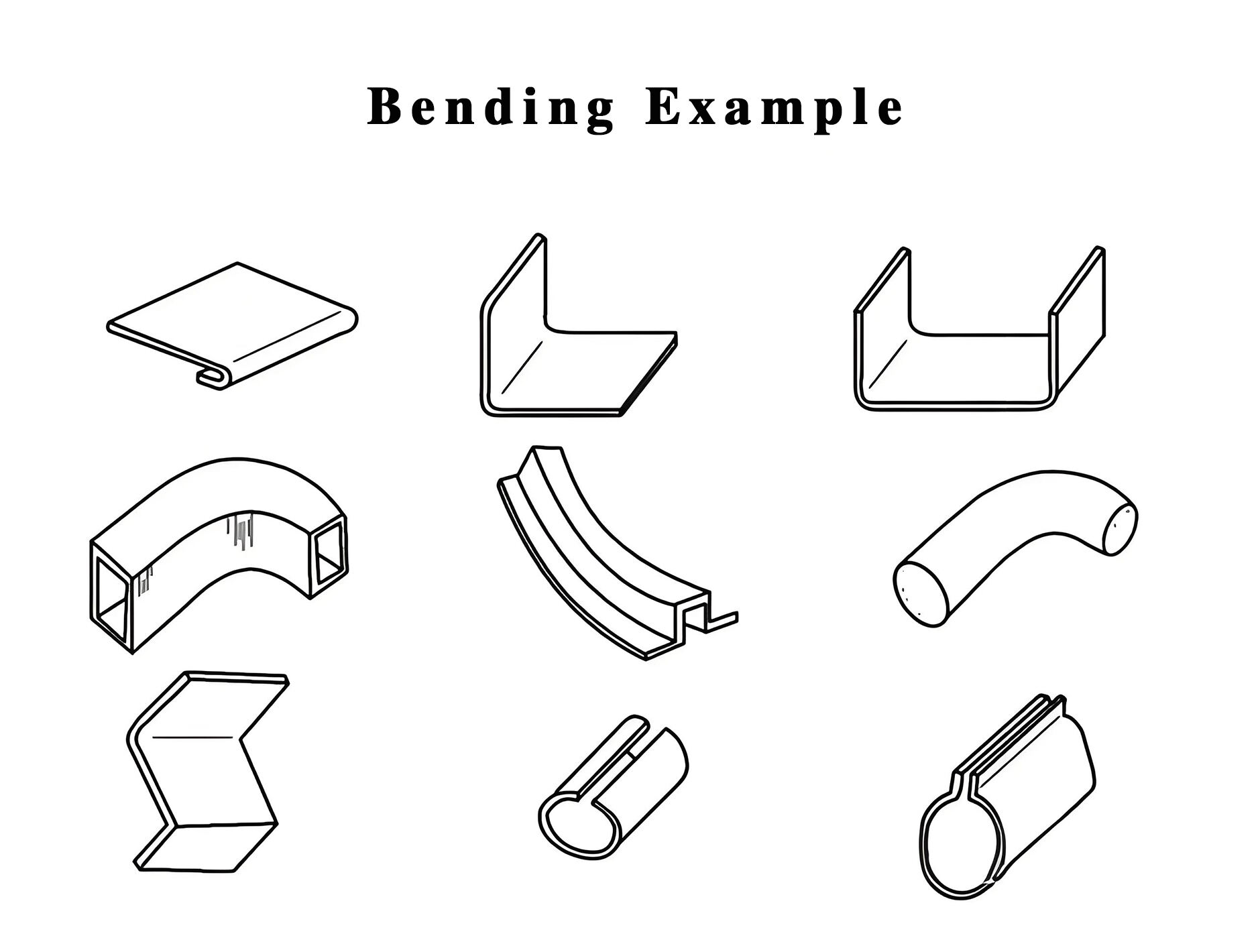
शीट मेटल बेंडिंग में क्या प्रक्रियाएं होती हैं?
1. साधारण झुकाव: पारंपरिक झुकाव में शीट धातु को 90 डिग्री तक मोड़ने के लिए प्रेस ब्रेक का उपयोग किया जाता है।
2. समतल झुकना: शीट धातु को पहले 30° में मोड़ें, और फिर 30° कोण पर समतल करें। इस प्रकार के झुकने के लिए एक तेज चाकू ऊपरी डाई और एक समतल ऊपरी डाई की आवश्यकता होती है। समतल झुकने का उद्देश्य शीट धातु की समग्र शक्ति को बढ़ाना है।
3. काज झुकाव: काज बनाने के लिए कई मोड़ करने हेतु एक विशेष काज मोल्ड की आवश्यकता होती है।
4. एक बार का गठन झुकने: दक्षता को अधिकतम करने के लिए, उत्पाद के आकार के आधार पर गठन मोल्ड बनाया जा सकता है, और शीट धातु उत्पाद का अंतिम आकार सिर्फ एक मोड़ के साथ प्राप्त किया जा सकता है।
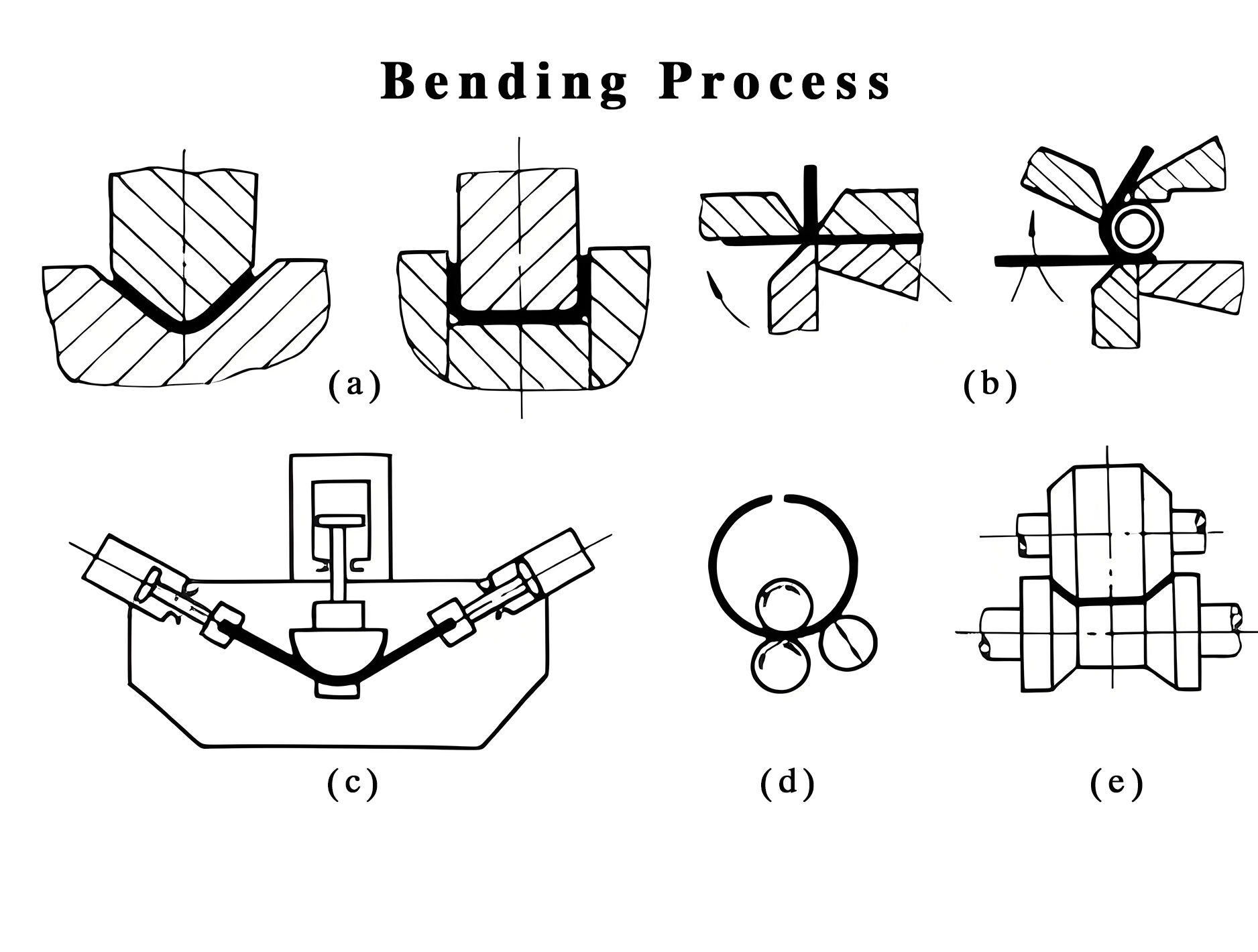
5. आर्क बेंडिंग: इस बेंडिंग के लिए दो तरीके हैं। (ए) उत्पाद आर्क के आकार के अनुसार प्रत्येक चरण के बेंडिंग कोण और एक्स-अक्ष आकार की गणना करें, बहु-चरणीय बेंडिंग करें, और अंत में आर्क को मोड़ें। यह सबसे अधिक लागत प्रभावी तरीका है, लेकिन दक्षता अधिक नहीं है और यह मुश्किल है; (बी) निर्माता को शीट मेटल उत्पाद के आर्क के आकार के अनुसार सीधे आर्क मोल्ड को अनुकूलित करने दें। यह विधि अधिक कुशल है, और उत्पाद की गुणवत्ता और उपस्थिति में भी सुधार होता है।
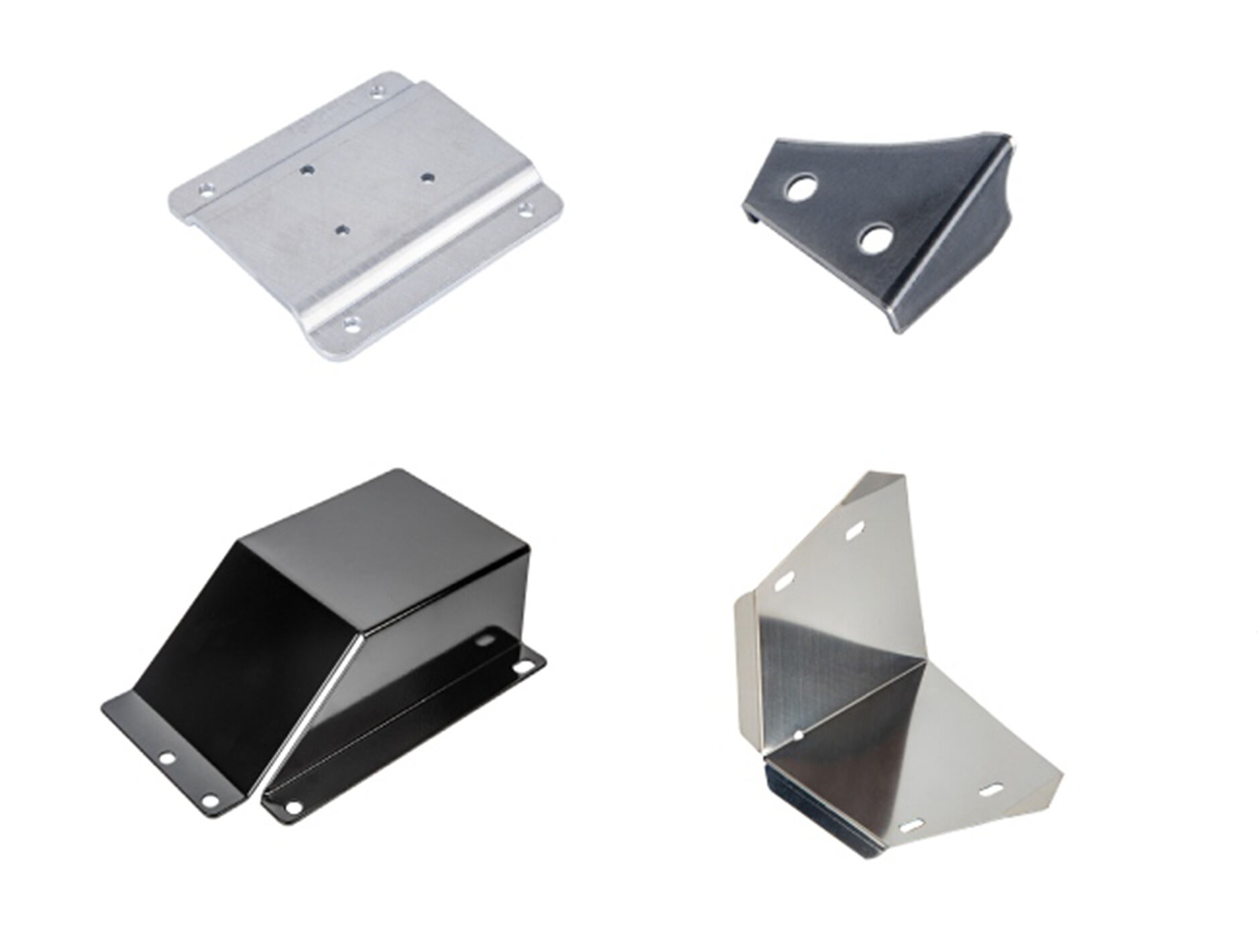
स्टेनलेस स्टील झुकने:
उच्च शक्ति और संक्षारण प्रतिरोधी धातु सामग्री के रूप में, स्टेनलेस स्टील का व्यापक रूप से कई औद्योगिक क्षेत्रों में उपयोग किया जाता है। हालाँकि, स्टेनलेस स्टील को मोड़ने के लिए प्रेस ब्रेक का उपयोग करते समय, कुछ समस्याएँ अक्सर सामने आती हैं। निम्नलिखित एक सारांश है और संबंधित समाधान प्रदान किए गए हैं। मुझे उम्मीद है कि यह आपके लिए उपयोगी होगा।
1. सतह पर खरोंच
झुकने की प्रक्रिया के दौरान स्टेनलेस स्टील की सतह पर खरोंच और घर्षण होने का खतरा रहता है। इसके मुख्य कारण ये हैं:
- उपकरण का घिस जाना या अनुचित डिजाइन
- वर्कपीस और फिक्सचर के बीच अत्यधिक घर्षण
- वर्कपीस की सतह पर धूल या विदेशी पदार्थ
- मोल्ड स्लॉट बहुत छोटा है
समाधान की:
- नियमित रूप से फिक्सचर की जांच करें और उसे बदलें
- वर्कपीस और फिक्सचर के बीच संपर्क क्षेत्र को कम करने के लिए फिक्सचर डिज़ाइन को अनुकूलित करें
- वर्कपीस और मोल्ड की सतह को साफ रखें, और सतह पर मौजूद बाहरी पदार्थों को नियमित रूप से साफ करें
- उच्च आवश्यकताओं वाले उत्पादों के लिए, ट्रेसलेस बेंडिंग मोल्ड या ट्रेसलेस फिल्म का उपयोग करने की सिफारिश की जाती है

2. सामग्री विरूपण, झुकने कोण मानक को पूरा नहीं करता है
झुकने की प्रक्रिया के दौरान स्टेनलेस स्टील के विरूपण का खतरा रहता है। इसके मुख्य कारण ये हैं:
- पूर्व-झुकने की मात्रा की अनुचित गणना
- स्टेनलेस स्टील का अत्यधिक प्रतिक्षेप बल
- मोल्ड नोच का अनुचित चयन
उपाय:
- सामग्री विशेषताओं के अनुसार पूर्व-झुकने की मात्रा की सटीक गणना करें
- प्रेस ब्रेक को यांत्रिक क्षतिपूर्ति से सुसज्जित करने की आवश्यकता है, जिससे उत्पाद की सीधीता और सौंदर्य में काफी सुधार होगा
- पहले स्टेनलेस स्टील को स्लॉट करें और फिर मोड़ें, जिससे उत्पाद की सीधीपन और सौंदर्य में काफी सुधार होगा, और प्रेस ब्रेक का नुकसान भी कम होगा
संक्षेप में, स्टेनलेस स्टील को संसाधित करने के लिए प्रेस ब्रेक का उपयोग करते समय, सामग्री विशेषताओं, प्रक्रिया मापदंडों और उपकरण की स्थिति जैसे कई कारकों पर विचार करना आवश्यक है, और प्रसंस्करण गुणवत्ता और उत्पादन दक्षता सुनिश्चित करने के लिए लक्षित समाधान लेना आवश्यक है।
अनुशंसित उत्पाद
गर्म खबर
-
सऊदी अरब-WC67K 100T 3200 NC प्रेस ब्रेक और QC12K-4x3200 शियरिंग मशीन और 3x3100 फोल्डिंग मशीन
2024-11-11
-
यूएसए-पैनल 1400PA3-DA बेंडिंग सेंटर
2024-10-28
-
अर्जेंटीना-WC67K 125T 3200 सीएनसी प्रेस ब्रेक और QC12K-4X3200 कतरनी मशीन
2024-10-25
-
बेंडिंग सेंटर के मुख्य उपयोग और विकास
2024-10-24
-
इंडोनेशिया-WC67K-30T 1600/63T 2500/100T3200/160T 3200 सीएनसी प्रेस ब्रेक
2024-10-21
-
प्रेस ब्रेक में दबाव की कमी से कैसे निपटें
2024-10-15
-
प्रेस ब्रेक का रखरखाव कैसे करें: प्रेस ब्रेक को उत्तम स्थिति में रखने के लिए 28 सुझाव
2024-10-04
-
मेक्सिको WC67K 80T 3200 NC प्रेस ब्रेक और QC12k-6×3200 शियरिंग मशीन
2024-09-26
-
बेंडिंग फॉर्मिंग के लिए व्यापक गाइड
2024-09-26
-
हमारे कारखाने में आने के लिए भारतीय ग्राहकों का स्वागत है
2024-09-23




