










 EN
EN
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 SR
SR
 SK
SK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 BE
BE
 HY
HY
 KA
KA
 UR
UR
 BN
BN
 MN
MN
 KK
KK
 SU
SU
 TG
TG
 UZ
UZ
 KU
KU
 KY
KY

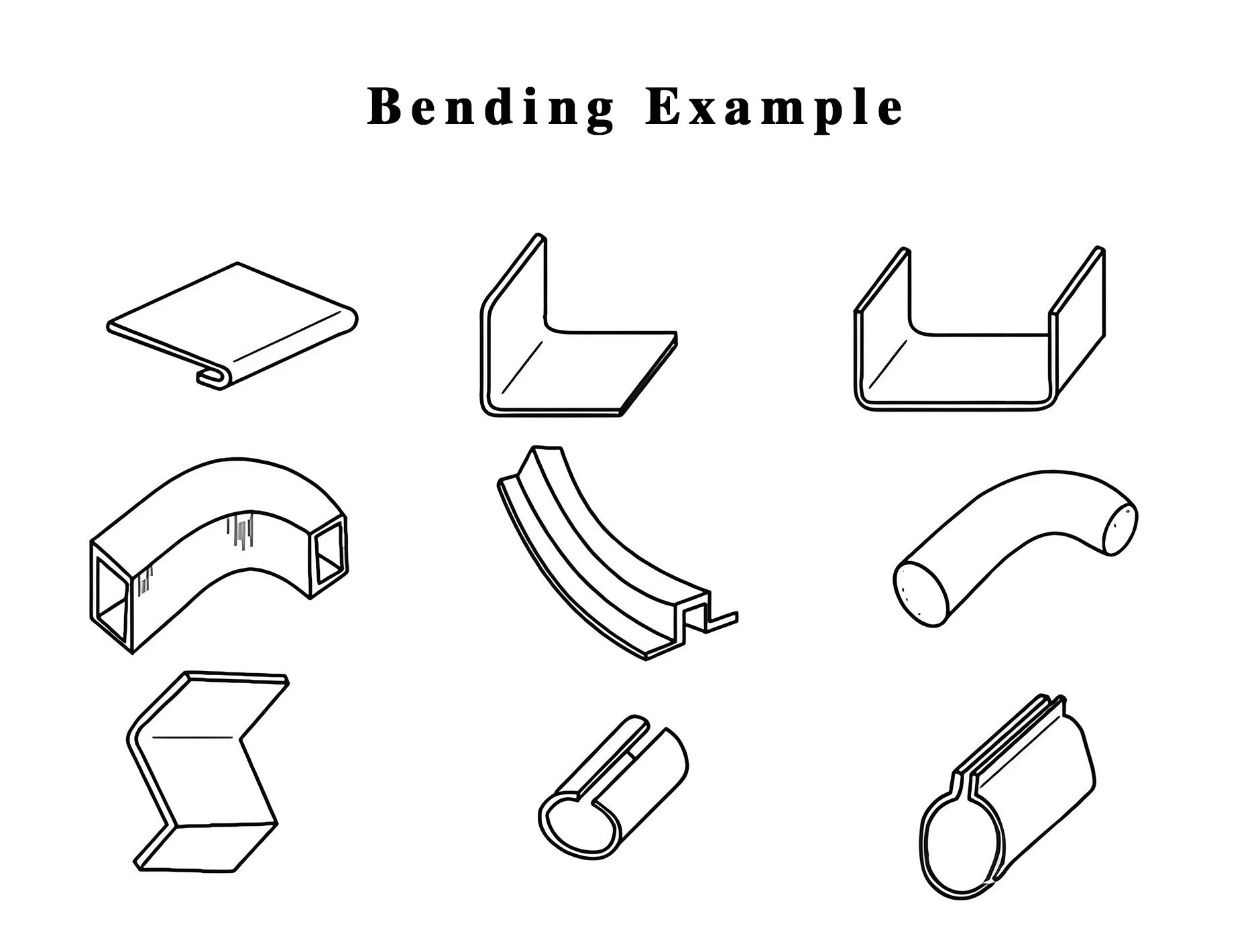
Avec le développement de la société, les formes de produits dont nous avons besoin évoluent également de diverses manières. Parmi eux, le pliage des métaux est le plus courant, notamment le pliage de tôles, le pliage de tubes, l'arrondissement de tôles, l'extrusion de profilés, etc.
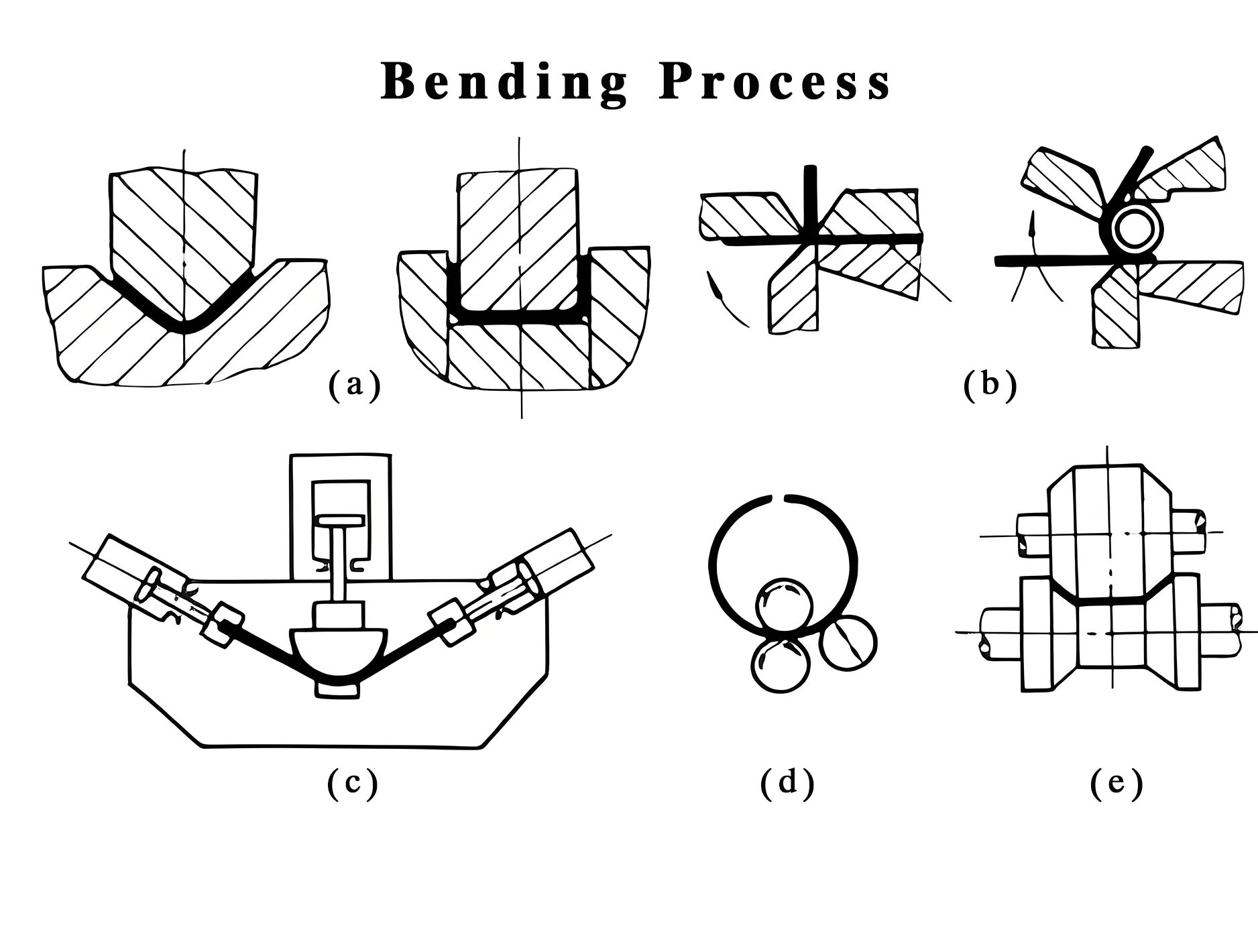
Quels sont les procédés de pliage de tôle ?
1. Pliage ordinaire : Le pliage conventionnel consiste à utiliser une presse plieuse pour plier la tôle à 90°.
2. Pliage à plat : pliez d'abord la tôle à 30°, puis aplatissez l'angle à 30°. Ce type de pliage nécessite une matrice supérieure à couteau bien aiguisé et une matrice supérieure à aplatir. Le pliage à plat a pour but d'améliorer la résistance globale de la tôle.
3. Pliage de charnière : un moule de charnière spécial est nécessaire pour effectuer plusieurs pliages afin de former une charnière.
4. Pliage de formage en une seule fois : afin de maximiser l'efficacité, le moule de formage peut être fabriqué en fonction de la forme du produit, et la forme finale du produit en tôle peut être obtenue avec un seul pli.
5. Pliage en arc : il existe deux méthodes de pliage pour ce pliage. (a) Calculer l'angle de pliage et la taille de l'axe X de chaque étape en fonction de la taille de l'arc du produit, effectuer un pliage en plusieurs étapes et enfin plier l'arc. C'est la méthode la plus rentable, mais l'efficacité n'est pas élevée et elle est difficile ; (b) Laisser le fabricant personnaliser directement le moule à arc en fonction de la taille de l'arc du produit en tôle. Cette méthode est plus efficace et la qualité et l'apparence du produit sont également améliorées.
Pliage d'acier inoxydable:
En tant que matériau métallique à haute résistance et résistant à la corrosion, l'acier inoxydable est largement utilisé dans de nombreux domaines industriels. Cependant, lors de l'utilisation d'une presse plieuse pour plier l'acier inoxydable, certains problèmes sont souvent rencontrés. Vous trouverez ci-dessous un résumé et des solutions correspondantes. J'espère que cela vous sera utile.
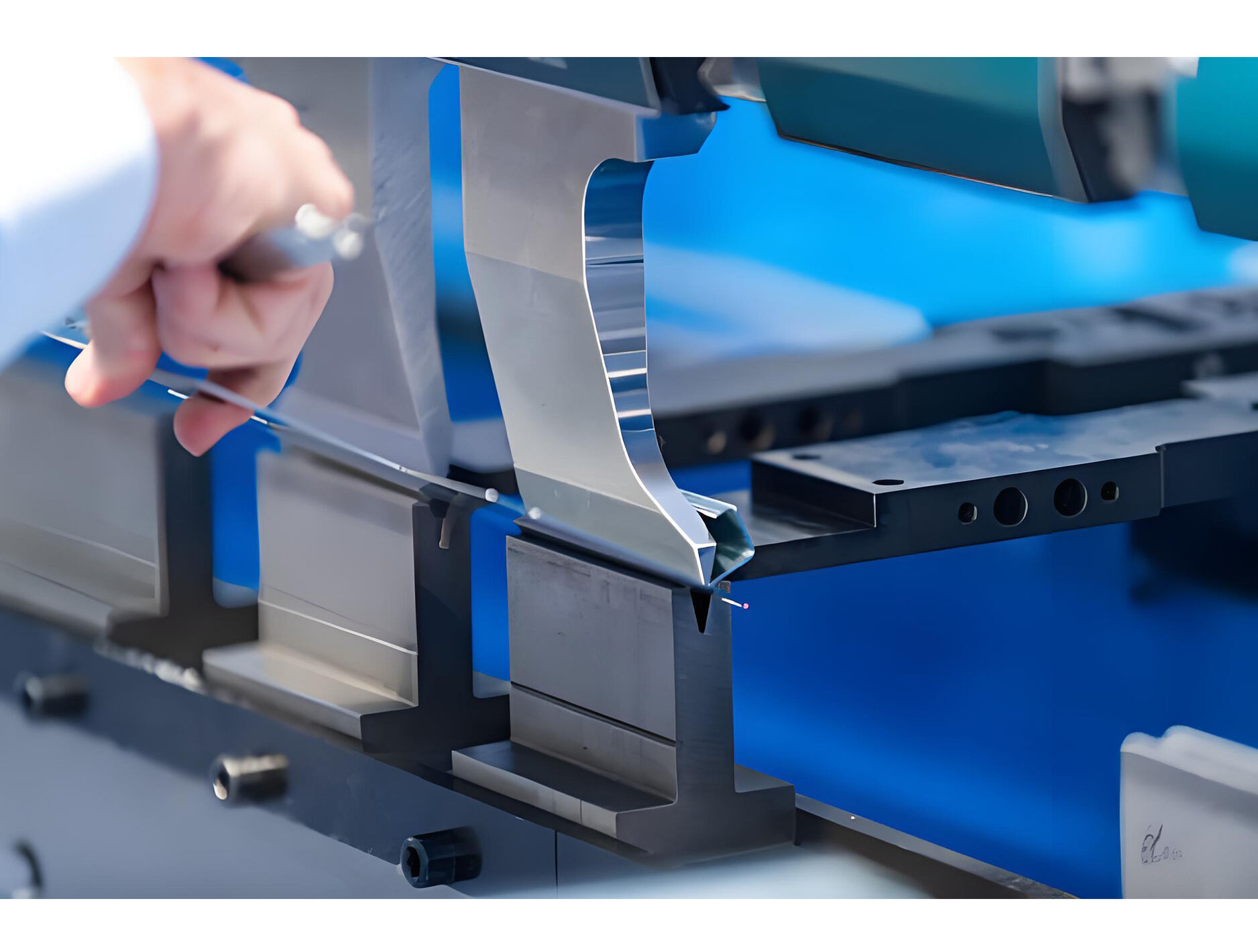
1. Rayures superficielles
L'acier inoxydable est sujet aux rayures et aux abrasions de surface pendant le processus de pliage. Les principales raisons sont les suivantes :
- Usure ou conception inadéquate du luminaire
- Frottement excessif entre la pièce et le dispositif de fixation
- Poussière ou corps étranger sur la surface de la pièce
- La fente du moule est trop petite
Solutions:
- Vérifiez et remplacez régulièrement le luminaire
- Optimiser la conception du montage pour réduire la zone de contact entre la pièce et le montage
- Gardez la pièce et la surface du moule propres et nettoyez régulièrement les corps étrangers présents sur la surface.
- Pour les produits ayant des exigences élevées, il est recommandé d'utiliser un moule de pliage sans trace ou un film sans trace

2. Déformation du matériau, l'angle de pliage ne répond pas à la norme
L'acier inoxydable est sujet à la déformation lors du processus de pliage. Les principales raisons sont les suivantes :
- Calcul incorrect de la quantité de pré-cintrage
- Force de rebond excessive de l'acier inoxydable lui-même
- Mauvaise sélection de l'encoche du moule
Solution:
- Calculer avec précision la pression de pré-cintrage en fonction des caractéristiques de la tôle
- La cintreuse doit être équipée d'une fonction de compensation mécanique, ce qui améliorera considérablement la rectitude et l'esthétique du produit
- Fendez d'abord l'acier inoxydable puis pliez-le, ce qui améliorera considérablement la rectitude et l'esthétique du produit, et réduira également les pertes de la cintreuse
En résumé, lors de l'utilisation d'une cintreuse pour traiter l'acier inoxydable, il est nécessaire de prendre en compte de nombreux facteurs tels que les propriétés du matériau, les paramètres du processus, les conditions de l'équipement, etc., et d'adopter des solutions ciblées pour garantir la qualité du traitement et l'efficacité de la production.



