










 EN
EN
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 SR
SR
 SK
SK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 BE
BE
 HY
HY
 KA
KA
 UR
UR
 BN
BN
 MN
MN
 KK
KK
 SU
SU
 TG
TG
 UZ
UZ
 KU
KU
 KY
KY

Kuinka taivuttaa ruostumattomia teräslevyjä?
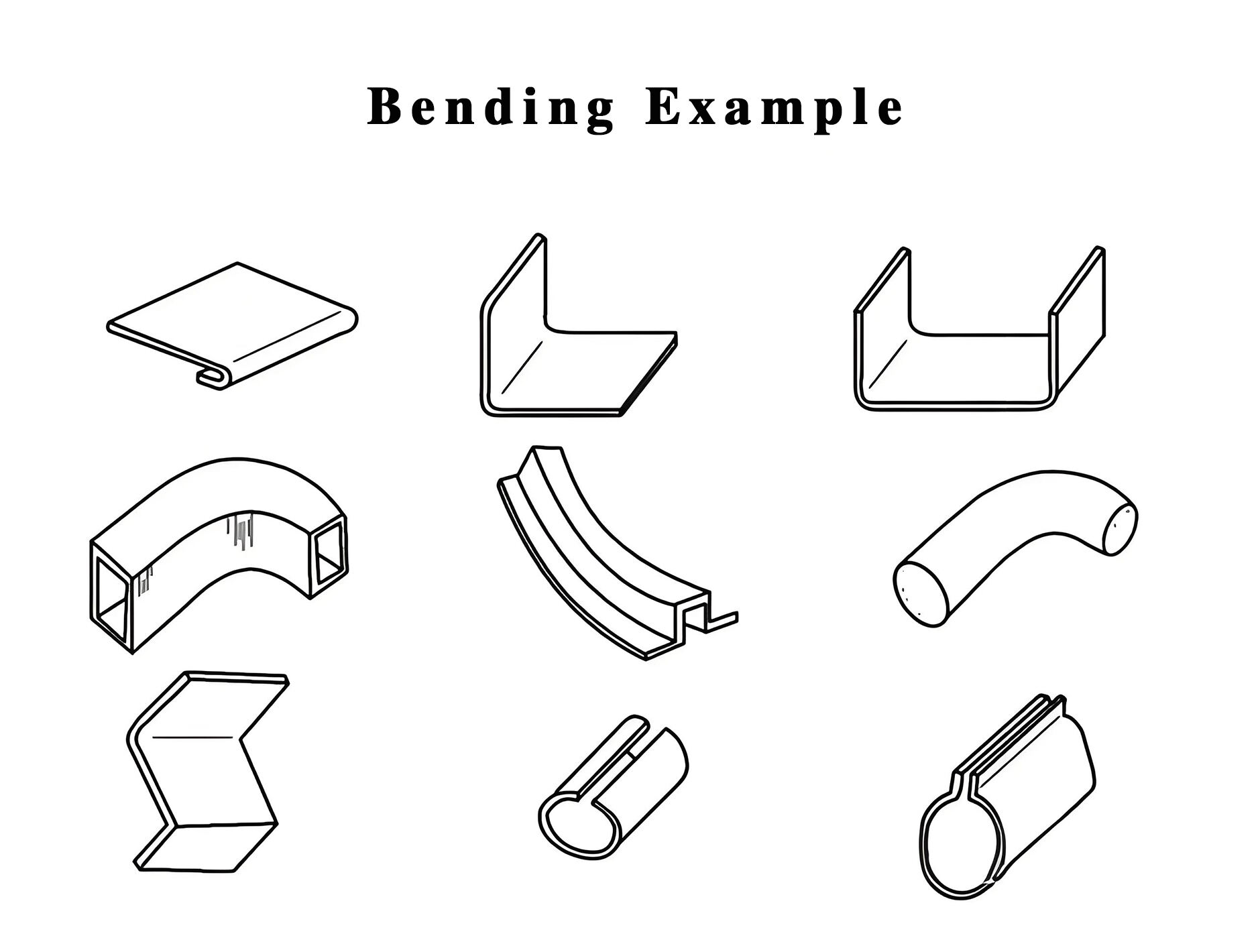
Yhteiskunnan kehittyessä myös tarvitsemamme tuotemuodot muuttuvat monin eri tavoin. Niistä metallin taivutus on yleisin, mukaan lukien metallilevyn taivutus, putken taivutus, metallilevyn pyöristys, profiilien suulakepuristus jne.
Mitä prosesseja levyn taivutuksessa on?
1. Tavallinen taivutus: Perinteinen taivutus on Press Brake -levyn taivuttaminen 90°:een.
2. Tasoitustaivutus: Taivuta peltiä ensin 30° ja sen jälkeen 30° kulma. Tämän tyyppinen taivutus vaatii terävän veitsen ylämuotin ja litistävän ylämuotin. Tasoitustaivoituksen tarkoituksena on parantaa levyn kokonaislujuutta.
3. Saranan taivutus: Erillinen saranamuotti tarvitaan useiden taivutusten tekemiseen saranan muodostamiseksi.
4. Kertakäyttöinen taivutus: Tehokkuuden maksimoimiseksi muovausmuotti voidaan tehdä tuotteen muodon perusteella ja peltituotteen lopullinen muoto voidaan saavuttaa yhdellä taivutuksella.
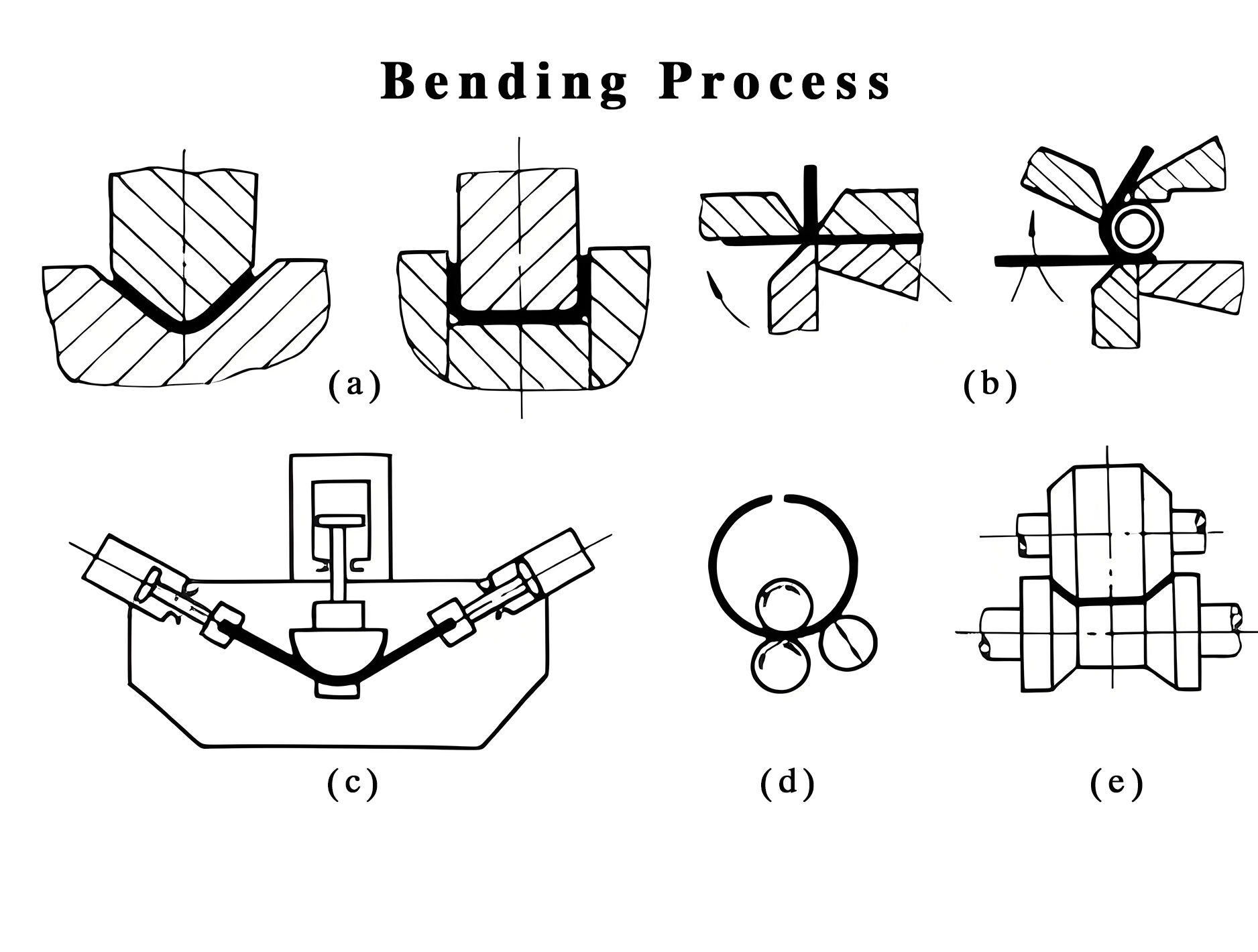
5. Kaaren taivutus: Tätä taivutusta varten on kaksi taivutusmenetelmää. (a) Laske kunkin askelman taivutuskulma ja X-akselin koko tuotekaaren koon mukaan, suorita monivaiheinen taivutus ja lopuksi taivuta kaari. Tämä on kustannustehokkain menetelmä, mutta tehokkuus ei ole korkea ja se on vaikeaa; (b) Anna valmistajan räätälöidä kaarimuotti suoraan peltituotteen kaaren koon mukaan. Tämä menetelmä on tehokkaampi, ja myös tuotteen laatu ja ulkonäkö paranevat.
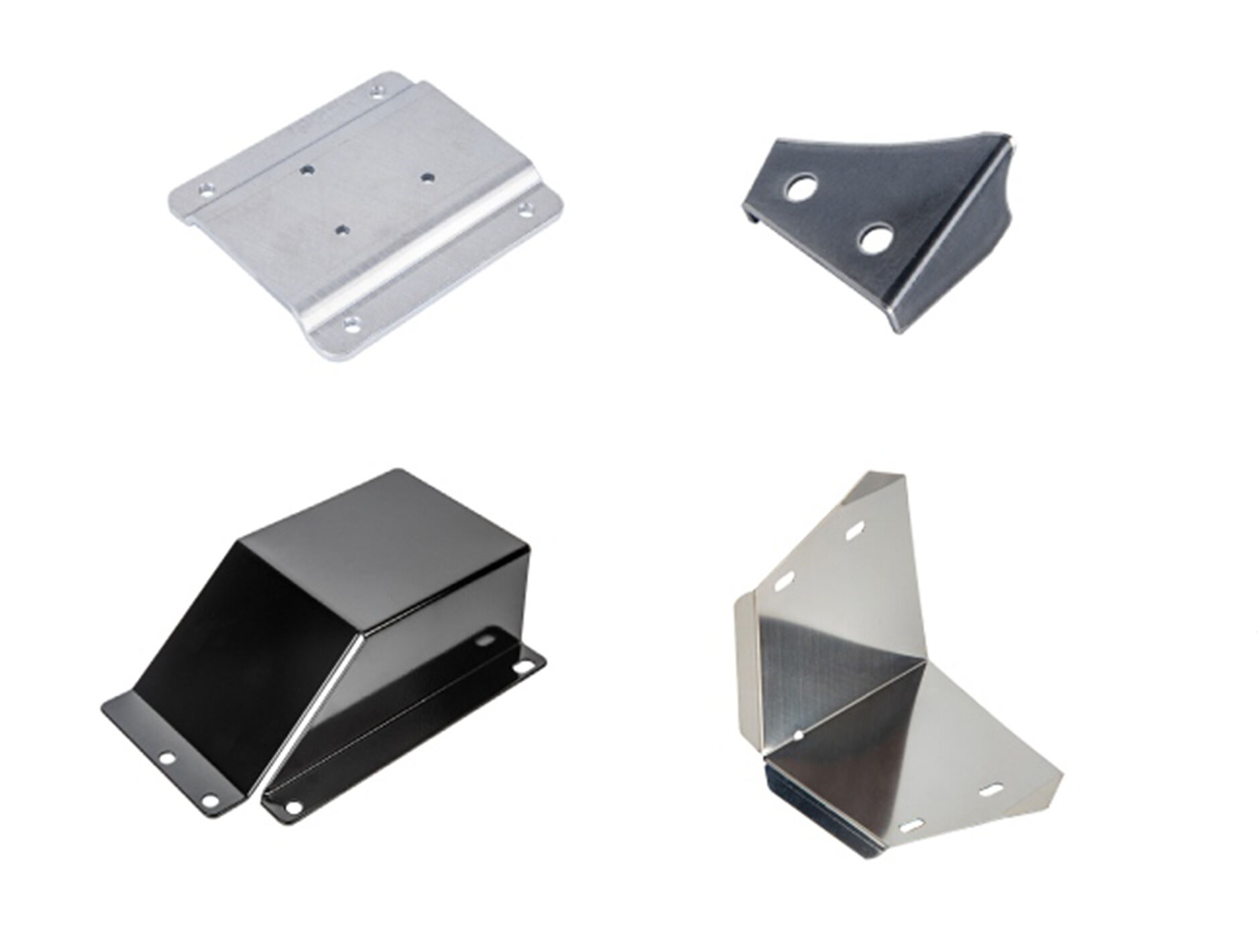
Ruostumattoman teräksen taivutus:
Ruostumaton teräs on erittäin luja ja korroosionkestävä metallimateriaali, jota käytetään laajasti monilla teollisuuden aloilla. Kuitenkin, kun käytetään Press Brake -laitetta ruostumattoman teräksen taivutukseen, joitain ongelmia kohdataan usein. Seuraavassa on yhteenveto ja vastaavat ratkaisut. Toivottavasti siitä on sinulle apua.
1. Pinnan naarmut
Ruostumaton teräs on altis pinnan naarmuille ja hankauksille taivutusprosessin aikana. Tärkeimmät syyt ovat:
- Valaisimen kuluminen tai väärä muotoilu
- Liiallinen kitka työkappaleen ja kiinnittimen välillä
- Työkappaleen pinnalla on pölyä tai vierasta ainetta
- Muotin aukko on liian pieni
Ratkaisut:
- Tarkista ja vaihda kiinnitys säännöllisesti
- Optimoi kiinnittimen rakenne vähentääksesi työkappaleen ja kiinnikkeen välistä kosketusaluetta
- Pidä työkappale ja muotin pinta puhtaana ja puhdista pinnalla olevat vieraat aineet säännöllisesti
- Korkeat vaatimukset vaativissa tuotteissa on suositeltavaa käyttää jälkiä jättämätöntä taivutusmuottia tai jälkiä olevaa kalvoa

2. Materiaalin muodonmuutos, taivutuskulma ei täytä standardia
Ruostumaton teräs on altis muodonmuutokselle taivutusprosessin aikana. Tärkeimmät syyt ovat:
- Esitaivutusmäärän virheellinen laskelma
- Itse ruostumattoman teräksen liiallinen paluuvoima
- Väärä muotin loven valinta
Ratkaisu:
- Laske esitaivutusmäärä tarkasti materiaalin ominaisuuksien mukaan
- Press Brake on varustettava mekaanisella kompensaatiolla, joka parantaa huomattavasti tuotteen suoruutta ja estetiikkaa
- Ura ruostumaton teräs ensin ja taivuta sitä sitten, mikä parantaa huomattavasti tuotteen suoruutta ja estetiikkaa sekä vähentää myös Press Brake -häviötä
Yhteenvetona voidaan todeta, että kun käytetään Press Brakea ruostumattoman teräksen käsittelyyn, on otettava huomioon monet tekijät, kuten materiaalin ominaisuudet, prosessiparametrit ja laiteolosuhteet, ja tehtävä kohdennettuja ratkaisuja prosessoinnin laadun ja tuotannon tehokkuuden varmistamiseksi.
Suositeltava Tuotteet
Kuumia uutisia
-
Saudi-Arabia-WC67K 100T 3200 NC puristusjarru & QC12K-4x3200 leikkauskone ja 3x3100 taittokone
2024-11-11
-
USA-PANEELI 1400PA3-DA TAIVUTUSKESKUS
2024-10-28
-
Argentina-WC67K 125T 3200 CNC-puristin ja QC12K-4X3200 leikkauskone
2024-10-25
-
Taivutuskeskusten pääkäytöt ja kehitys
2024-10-24
-
Indonesia-WC67K-30T 1600/63T 2500/100T3200/160T 3200 CNC-puristin
2024-10-21
-
Kuinka käsitellä paineen puutetta Press Brakessa
2024-10-15
-
Press Brake:n huoltaminen: 28 vinkkiä pitämään Press Brake täydellisessä kunnossa
2024-10-04
-
Meksiko WC67K 80T 3200 NC puristusjarru ja QC12k-6 × 3200 leikkauskone
2024-09-26
-
Kattava opas taivutusmuovaukseen
2024-09-26
-
Tervetuloa intialaiset asiakkaat käymään tehtaallamme
2024-09-23




