










 EN
EN
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 SR
SR
 SK
SK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 BE
BE
 HY
HY
 KA
KA
 UR
UR
 BN
BN
 MN
MN
 KK
KK
 SU
SU
 TG
TG
 UZ
UZ
 KU
KU
 KY
KY

Hvordan bukker man rustfri stålplader?
Med samfundsudviklingen ændres de produkter, vi har brug for, også på forskellige måder. Blandt dem er metalbøjning den mest almindelige, herunder pladebøjning, rørbøjning, pladeafrunding, profilekstrudering osv.
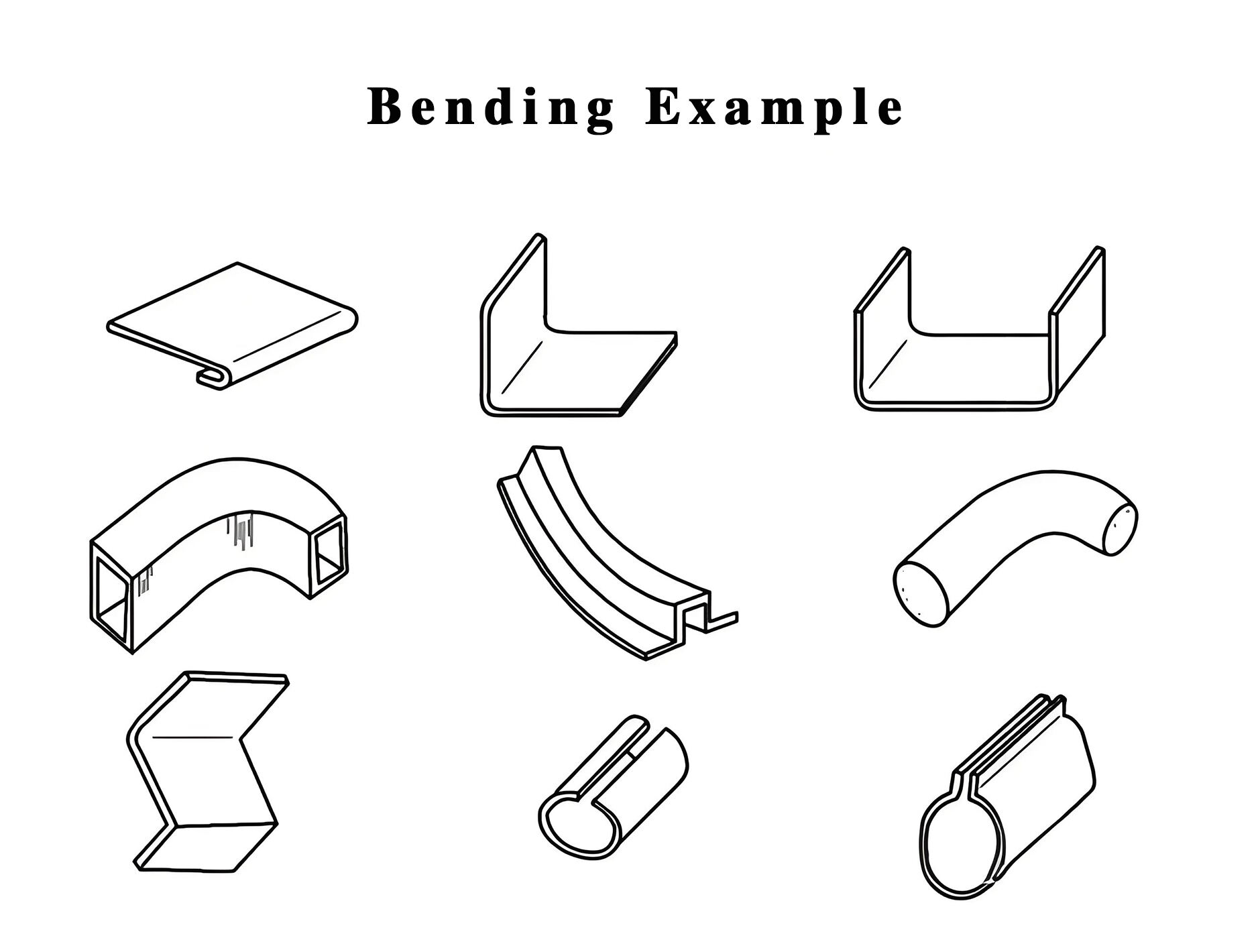
Hvilke processer har pladebukning?
1. Almindelig bukning: Konventionel bukning er at bruge en kantpresse til at bukke metalpladen i 90°.
2. Fladbøjning: Bøj først metalpladen til 30°, og flad derefter 30°-vinklen. Denne type bøjning kræver en skarp kniv øverste matrice og en udfladende øvre matrice. Formålet med fladbøjning er at forbedre den samlede styrke af metalpladen.
3. Hængselbøjning: En speciel hængselform er påkrævet for at udføre flere bøjninger for at danne et hængsel.
4. Engangsformningsbøjning: For at maksimere effektiviteten kan formningsformen laves baseret på produktformen, og den endelige form af plademetalproduktet kan opnås med kun en bøjning.
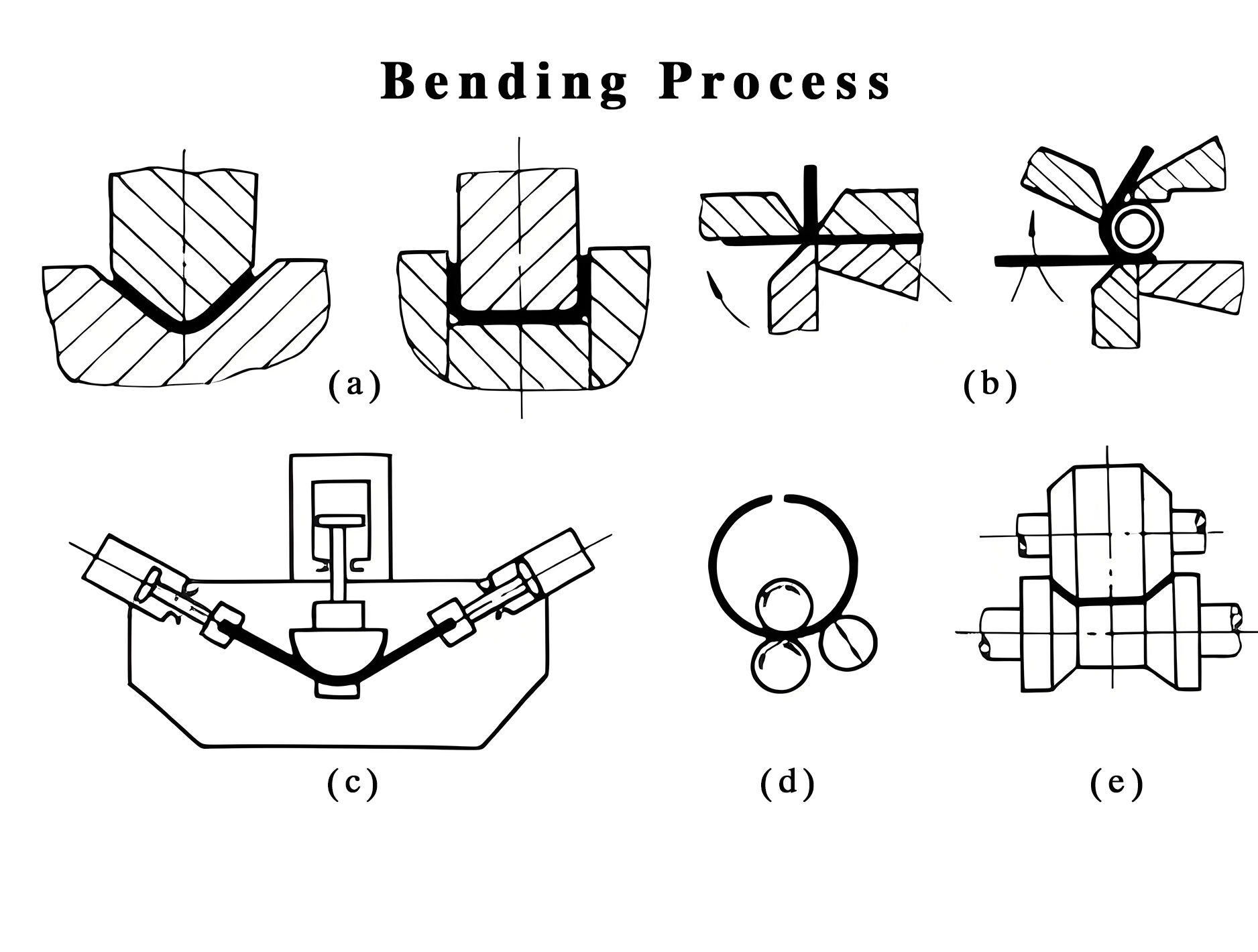
5. Buebøjning: Der er to bøjningsmetoder til denne bøjning. (a) Beregn bøjningsvinklen og X-aksestørrelsen for hvert trin i henhold til størrelsen af produktbuen, udfør flertrinsbøjning og bøj til sidst buen. Dette er den mest omkostningseffektive metode, men effektiviteten er ikke høj, og den er svær; (b) Lad producenten tilpasse bueformen direkte i henhold til størrelsen af buen af metalpladeproduktet. Denne metode er mere effektiv, og produktkvaliteten og udseendet er også forbedret.
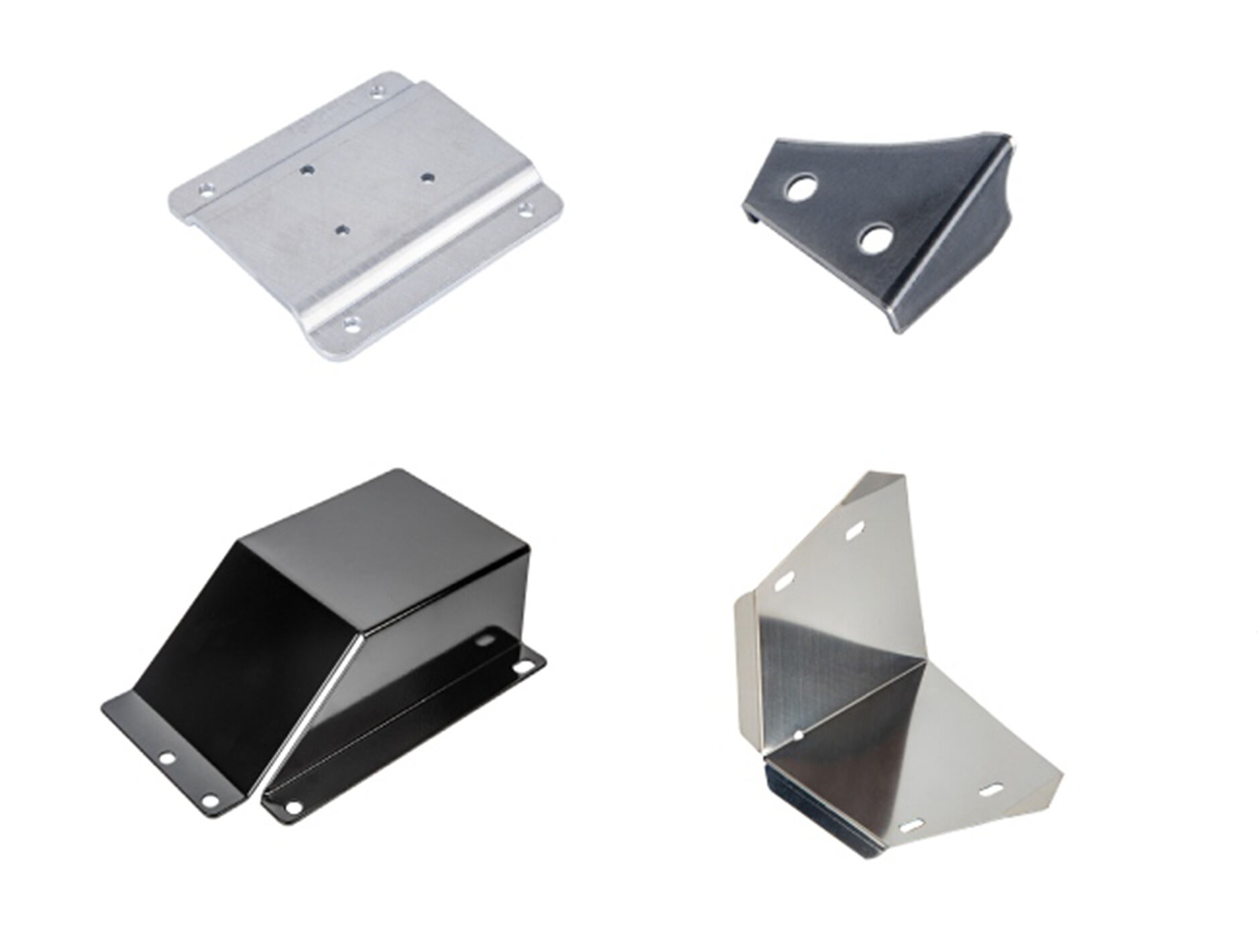
Rustfrit stål bøjning:
Som et højstyrke og korrosionsbestandigt metalmateriale er rustfrit stål meget udbredt i mange industrielle områder. Men når man bruger en kantpresse til at bøje rustfrit stål, støder man ofte på nogle problemer. Det følgende er et resumé, og der findes tilsvarende løsninger. Jeg håber, det vil være nyttigt for dig.
1. Overfladeridser
Rustfrit stål er udsat for overfladeridser og afskrabninger under bøjningsprocessen. Hovedårsagerne omfatter:
- Slid eller forkert design af armaturet
- Overdreven friktion mellem emnet og armaturet
- Støv eller fremmedlegemer på emnets overflade
- Formspalten er for lille
Løsninger:
- Kontroller og udskift armaturet regelmæssigt
- Optimer armaturets design for at reducere kontaktområdet mellem arbejdsemnet og armaturet
- Hold arbejdsemnet og formoverfladen rene, og rengør jævnligt fremmedlegemerne på overfladen
- Til produkter med høje krav anbefales det at bruge en sporløs bukkeform eller en sporløs film

2. Materialedeformation, bøjningsvinkel opfylder ikke standarden
Rustfrit stål er tilbøjeligt til at deformeres under bøjningsprocessen. Hovedårsagerne omfatter:
- Ukorrekt beregning af forbøjningsmængde
- Overdreven tilbageslagskraft af selve rustfrit stål
- Forkert valg af formhak
Opløsning:
- Beregn nøjagtigt forbøjningsmængden i henhold til materialeegenskaber
- Press Brake skal være udstyret med mekanisk kompensation, som i høj grad vil forbedre produktets ligehed og æstetik
- Sæt først det rustfri stål ind og bøj det derefter, hvilket i høj grad vil forbedre produktets rethed og æstetik og også reducere tabet af kantpressen
Sammenfattende, når du bruger en kantpresse til at behandle rustfrit stål, er det nødvendigt at overveje mange faktorer såsom materialeegenskaber, procesparametre og udstyrsforhold og tage målrettede løsninger for at sikre forarbejdningskvalitet og produktionseffektivitet.
Anbefalede produkter
Hot News
-
Saudi Arabia-WC67K 100T 3200 NC kantpresse & QC12K-4x3200 klippemaskine & 3x3100 foldemaskine
2024-11-11
-
USA-PANEL 1400PA3-DA BØJECENTER
2024-10-28
-
Argentina-WC67K 125T 3200 CNC kantpresse & QC12K-4X3200 klippemaskine
2024-10-25
-
Hovedanvendelser og udvikling af bøjningscentre
2024-10-24
-
Indonesien-WC67K-30T 1600/63T 2500/100T3200/160T 3200 CNC kantpresse
2024-10-21
-
Sådan håndteres manglen på tryk i kantpressen
2024-10-15
-
Sådan vedligeholder du en kantpresse: 28 tips til at holde kantpressen i perfekt stand
2024-10-04
-
Mexico WC67K 80T 3200 NC kantpresse & QC12k-6×3200 klippemaskine
2024-09-26
-
Omfattende guide til bøjningsformning
2024-09-26
-
Velkommen indiske kunder til at besøge vores fabrik
2024-09-23




