










 EN
EN
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 SR
SR
 SK
SK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 BE
BE
 HY
HY
 KA
KA
 UR
UR
 BN
BN
 MN
MN
 KK
KK
 SU
SU
 TG
TG
 UZ
UZ
 KU
KU
 KY
KY

কিভাবে স্টেইনলেস স্টীল শীট বাঁক?
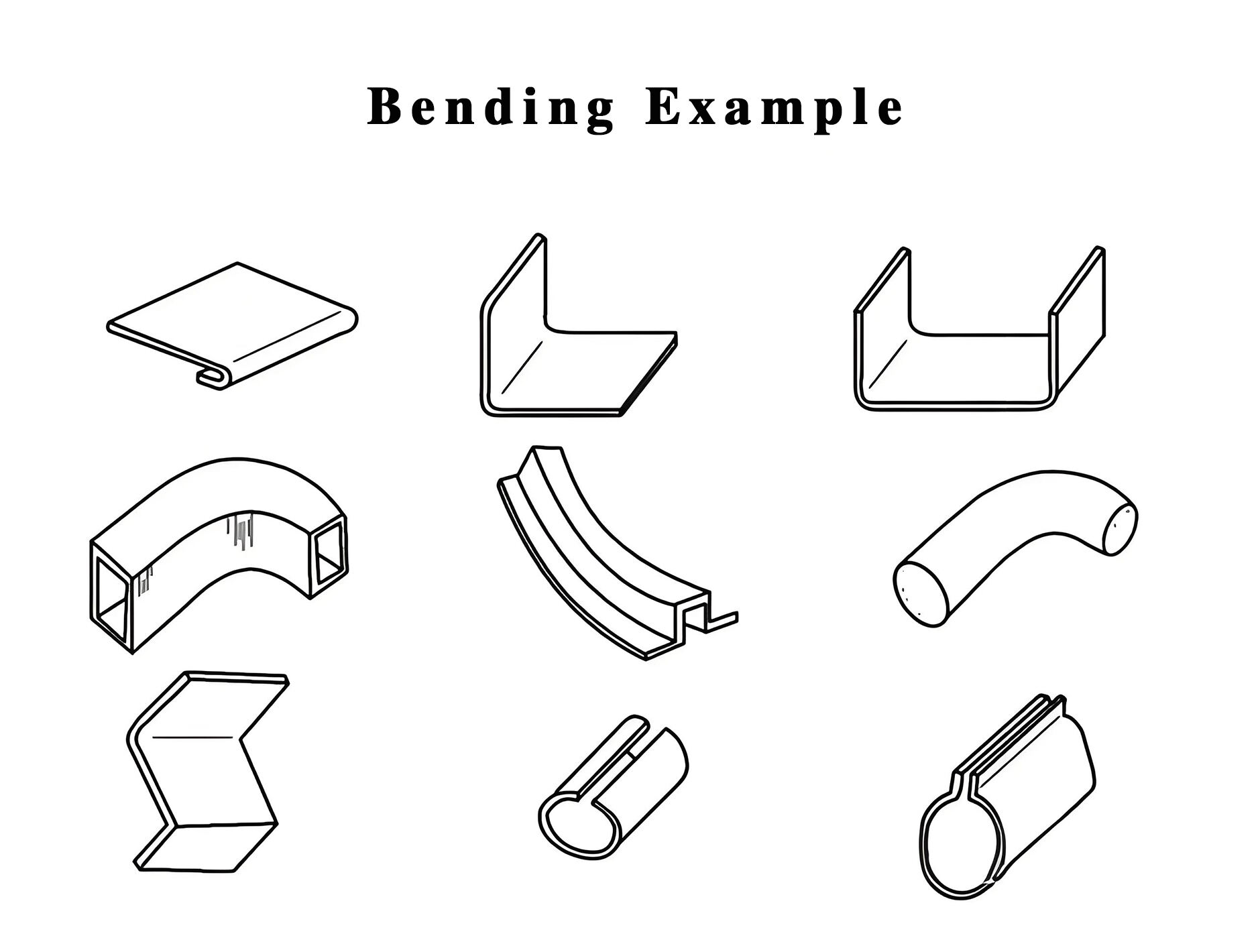
সমাজের বিকাশের সাথে সাথে, আমাদের প্রয়োজনীয় পণ্যগুলির ফর্মগুলিও বিভিন্ন উপায়ে পরিবর্তিত হচ্ছে। তাদের মধ্যে, মেটাল বাঁক সবচেয়ে সাধারণ, যার মধ্যে রয়েছে শীট মেটাল বাঁকানো, পাইপ বাঁকানো, শীট মেটাল রাউন্ডিং, প্রোফাইল এক্সট্রুশন ইত্যাদি।
শীট ধাতু নমন প্রক্রিয়া কি আছে?
1. সাধারণ নমন: প্রচলিত নমন হল শীট মেটালকে 90° এ বাঁকানোর জন্য একটি প্রেস ব্রেক ব্যবহার করা।
2. চ্যাপ্টা বাঁকন: শীট মেটালটিকে প্রথমে 30° এ বাঁকুন এবং তারপর 30° কোণে সমতল করুন। এই ধরনের নমনের জন্য একটি ধারালো ছুরির উপরের ডাই এবং একটি চ্যাপ্টা উপরের ডাই প্রয়োজন। চ্যাপ্টা নমনের উদ্দেশ্য হল শীট মেটালের সামগ্রিক শক্তি বাড়ানো।
3. কবজা নমন: একটি কবজা গঠনের জন্য একাধিক বাঁক সঞ্চালনের জন্য একটি বিশেষ কব্জা ছাঁচের প্রয়োজন হয়।
4. ওয়ান-টাইম ফর্মিং বাঁক: দক্ষতা সর্বাধিক করার জন্য, ফর্মিং ছাঁচটি পণ্যের আকারের উপর ভিত্তি করে তৈরি করা যেতে পারে এবং শীট মেটাল পণ্যের চূড়ান্ত আকারটি কেবল একটি বাঁক দিয়ে অর্জন করা যেতে পারে।
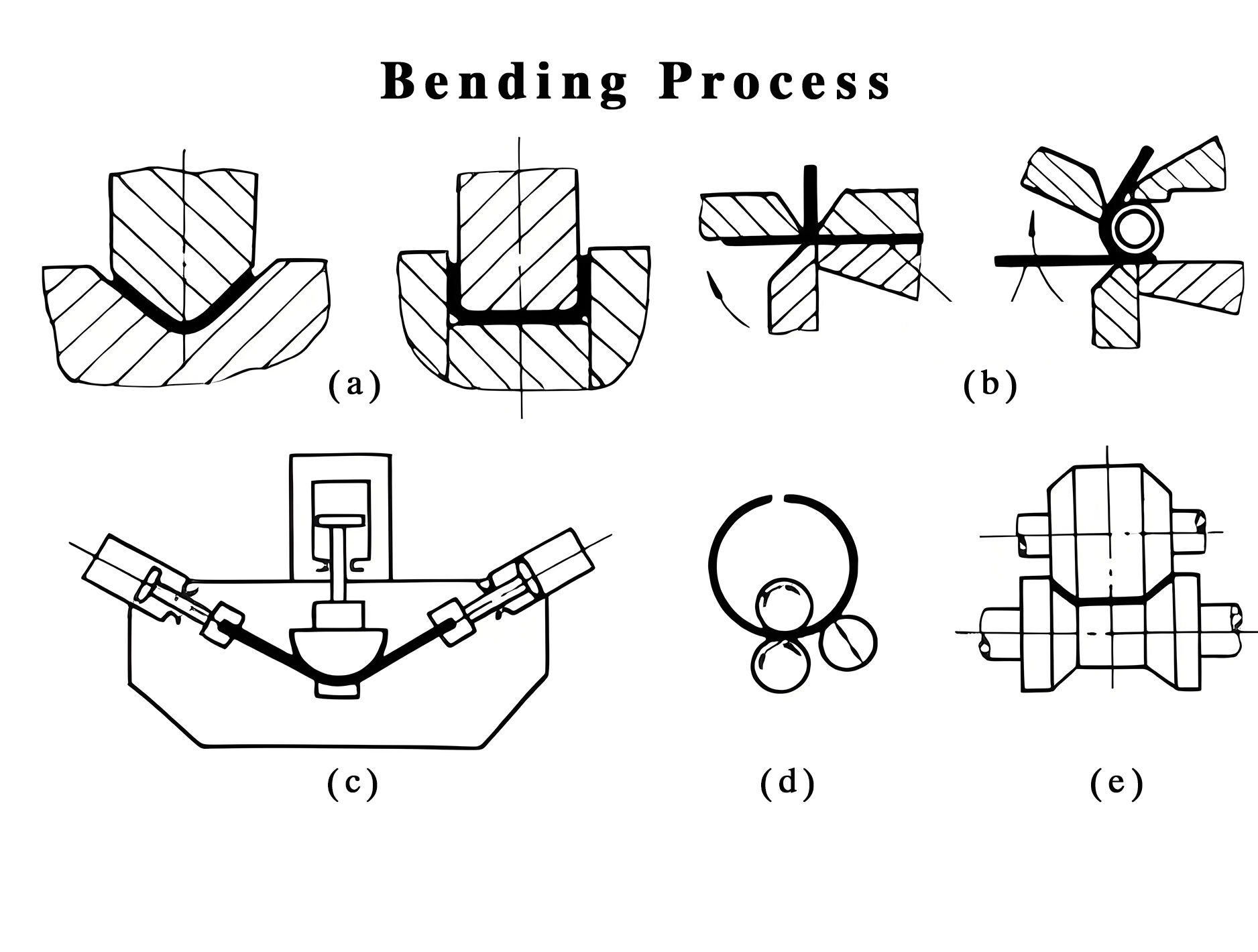
5. চাপ বাঁক: এই নমনের জন্য দুটি নমন পদ্ধতি রয়েছে। (a) পণ্যের চাপের আকার অনুযায়ী প্রতিটি ধাপের বাঁকানো কোণ এবং X-অক্ষের আকার গণনা করুন, বহু-ধাপে নমন করুন এবং অবশেষে চাপটি বাঁকুন। এটি সবচেয়ে ব্যয়-কার্যকর পদ্ধতি, তবে দক্ষতা বেশি নয় এবং এটি কঠিন; (b) প্রস্তুতকারককে শীট মেটাল পণ্যের আর্কের আকার অনুযায়ী সরাসরি আর্ক ছাঁচ কাস্টমাইজ করতে দিন। এই পদ্ধতিটি আরও দক্ষ, এবং পণ্যের গুণমান এবং চেহারাও উন্নত।
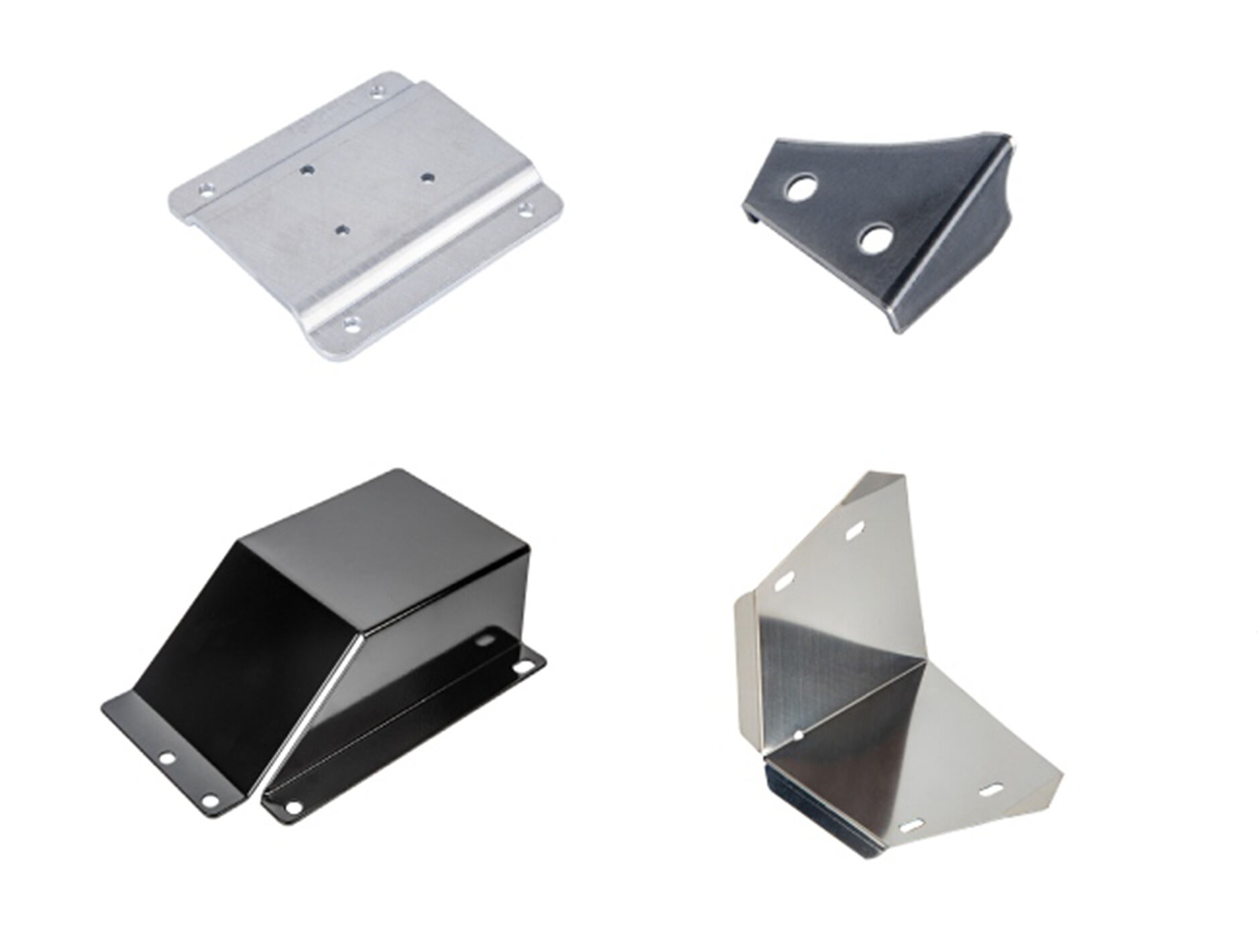
স্টেইনলেস স্টীল নমন:
একটি উচ্চ-শক্তি এবং জারা-প্রতিরোধী ধাতু উপাদান হিসাবে, স্টেইনলেস স্টীল ব্যাপকভাবে অনেক শিল্প ক্ষেত্রে ব্যবহৃত হয়। যাইহোক, স্টেইনলেস স্টীল বাঁকতে একটি প্রেস ব্রেক ব্যবহার করার সময়, কিছু সমস্যা প্রায়ই সম্মুখীন হয়। নিম্নলিখিত একটি সারসংক্ষেপ এবং সংশ্লিষ্ট সমাধান প্রদান করা হয়. আমি আশা করি এটা আপনার জন্য সহায়ক হবে.
1. পৃষ্ঠ scratches
স্টেইনলেস স্টীল নমন প্রক্রিয়ার সময় পৃষ্ঠের স্ক্র্যাচ এবং ঘর্ষণ প্রবণ। প্রধান কারণ অন্তর্ভুক্ত:
- ফিক্সচারের পরিধান বা অনুপযুক্ত নকশা
- ওয়ার্কপিস এবং ফিক্সচারের মধ্যে অত্যধিক ঘর্ষণ
- ওয়ার্কপিস পৃষ্ঠে ধুলো বা বিদেশী পদার্থ
- ছাঁচ স্লট খুব ছোট
সলিউশন:
- নিয়মিত চেক করুন এবং ফিক্সচার প্রতিস্থাপন করুন
- ওয়ার্কপিস এবং ফিক্সচারের মধ্যে যোগাযোগের ক্ষেত্র কমাতে ফিক্সচার ডিজাইনটি অপ্টিমাইজ করুন
- ওয়ার্কপিস এবং ছাঁচের পৃষ্ঠটি পরিষ্কার রাখুন এবং নিয়মিতভাবে পৃষ্ঠের বিদেশী পদার্থ পরিষ্কার করুন
- উচ্চ প্রয়োজনীয় পণ্যগুলির জন্য, একটি ট্রেসলেস নমন ছাঁচ বা একটি ট্রেসলেস ফিল্ম ব্যবহার করার পরামর্শ দেওয়া হয়

2. উপাদানের বিকৃতি, নমন কোণ মান পূরণ করে না
স্টেইনলেস স্টীল নমন প্রক্রিয়া চলাকালীন বিকৃতি প্রবণ হয়. প্রধান কারণ অন্তর্ভুক্ত:
- প্রাক নমন পরিমাণ অনুপযুক্ত গণনা
- স্টেইনলেস স্টীল নিজেই অত্যধিক রিবাউন্ড বল
- ছাঁচ খাঁজ অনুপযুক্ত নির্বাচন
সমাধান:
- উপাদান বৈশিষ্ট্য অনুযায়ী প্রাক-নমন পরিমাণ সঠিকভাবে গণনা করুন
- প্রেস ব্রেককে যান্ত্রিক ক্ষতিপূরণ দিয়ে সজ্জিত করা দরকার, যা পণ্যের সোজাতা এবং নান্দনিকতাকে ব্যাপকভাবে উন্নত করবে
- প্রথমে স্টেইনলেস স্টিলটি স্লট করুন এবং তারপরে এটি বাঁকুন, যা পণ্যটির সোজাতা এবং নান্দনিকতাকে ব্যাপকভাবে উন্নত করবে এবং প্রেস ব্রেকটির ক্ষতিও কমিয়ে দেবে
সংক্ষেপে, স্টেইনলেস স্টিল প্রক্রিয়া করার জন্য একটি প্রেস ব্রেক ব্যবহার করার সময়, উপাদান বৈশিষ্ট্য, প্রক্রিয়া পরামিতি এবং সরঞ্জামের অবস্থার মতো অনেকগুলি বিষয় বিবেচনা করা প্রয়োজন এবং প্রক্রিয়াকরণের গুণমান এবং উত্পাদন দক্ষতা নিশ্চিত করতে লক্ষ্যযুক্ত সমাধান গ্রহণ করা প্রয়োজন।
প্রস্তাবিত পণ্য
গরম খবর
-
সৌদি আরব-WC67K 100T 3200 NC প্রেস ব্রেক এবং QC12K-4x3200 শিয়ারিং মেশিন এবং 3x3100 ফোল্ডিং মেশিন
2024-11-11
-
ইউএসএ-প্যানেল 1400PA3-DA বেন্ডিং সেন্টার
2024-10-28
-
আর্জেন্টিনা-WC67K 125T 3200 CNC প্রেস ব্রেক এবং QC12K-4X3200 শিয়ারিং মেশিন
2024-10-25
-
নমন কেন্দ্রগুলির প্রধান ব্যবহার এবং উন্নয়ন
2024-10-24
-
ইন্দোনেশিয়া-WC67K-30T 1600/63T 2500/100T3200/160T 3200 CNC প্রেস ব্রেক
2024-10-21
-
প্রেস ব্রেকের চাপের অভাব কীভাবে মোকাবেলা করবেন
2024-10-15
-
প্রেস ব্রেক কীভাবে বজায় রাখবেন: প্রেস ব্রেককে নিখুঁত অবস্থায় রাখার জন্য 28 টি টিপস
2024-10-04
-
মেক্সিকো WC67K 80T 3200 NC প্রেস ব্রেক এবং QC12k-6×3200 শিয়ারিং মেশিন
2024-09-26
-
নমন গঠনের জন্য ব্যাপক গাইড
2024-09-26
-
আমাদের কারখানা দেখার জন্য ভারতীয় গ্রাহকদের স্বাগতম
2024-09-23




