










 EN
EN
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 SR
SR
 SK
SK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 BE
BE
 HY
HY
 KA
KA
 UR
UR
 BN
BN
 MN
MN
 KK
KK
 SU
SU
 TG
TG
 UZ
UZ
 KU
KU
 KY
KY

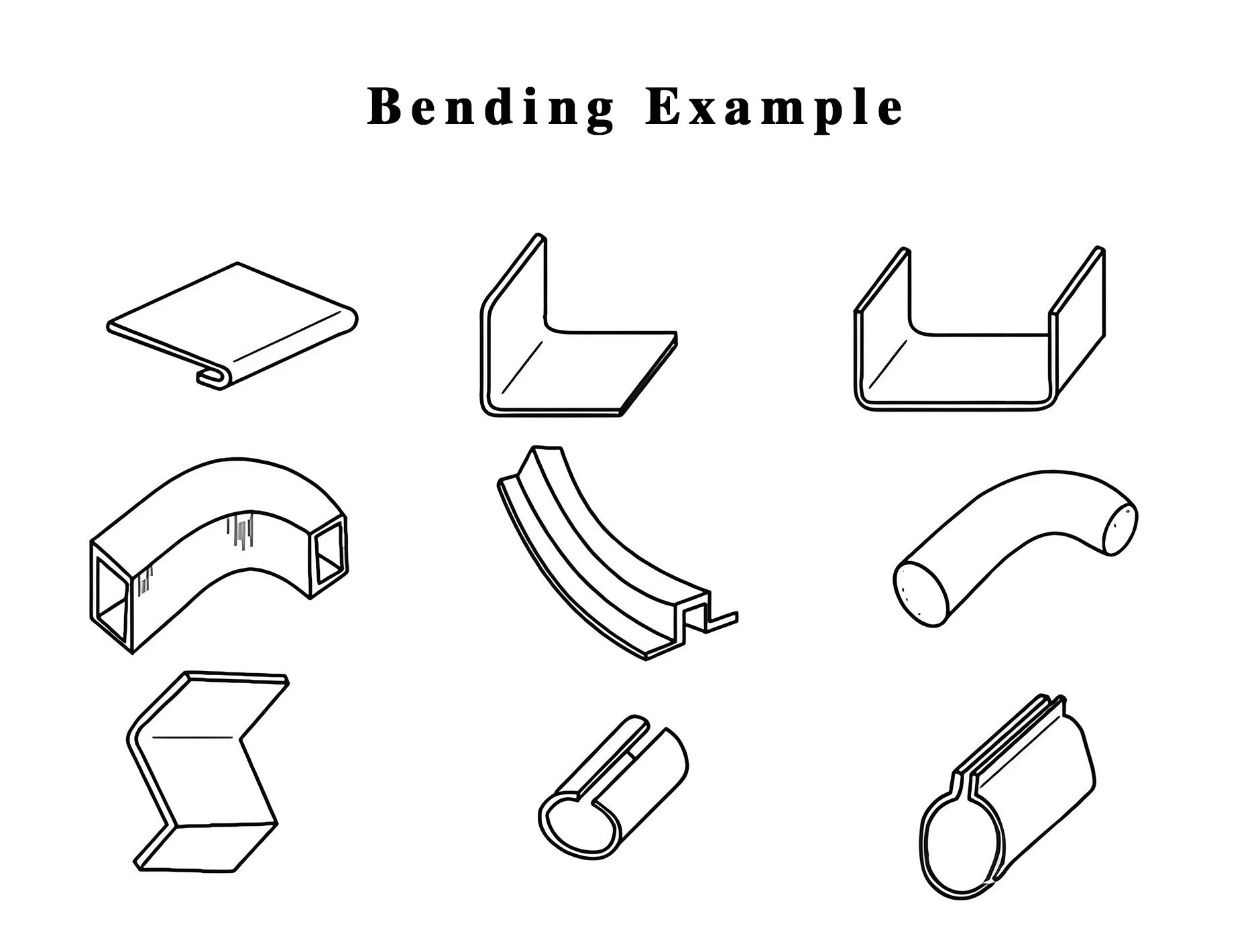
З развіццём грамадства па-рознаму мяняюцца і формы неабходных нам прадуктаў. Сярод іх найбольш распаўсюджана гнутка металу, у тым ліку гнутка ліставога металу, гнутка труб, акругленне ліставога металу, экструзія профілю і інш.
Якія працэсы мае гнутка ліставога металу?
1. Звычайная гібка: звычайная гібка заключаецца ў выкарыстанні прэс-тармазу для згінання ліставога металу на 90°.
2. Сплюшчванне згінання: спачатку сагніце металічны ліст пад вуглом 30°, а затым разраўнуйце кут 30°. Гэты тып згінання патрабуе верхняй плашчакі з вострым нажом і верхняй плашчакі для плоскасці. Мэта гнуткай плоскасці - павысіць агульную трываласць ліставога металу.
3. Згінанне шарніра: патрабуецца спецыяльная форма для шарніра для выканання некалькіх выгібаў для фарміравання шарніра.
4. Аднаразовае гнуткае фармаванне: для таго, каб максымізаваць эфектыўнасць, форму для фармавання можна вырабіць на аснове формы прадукту, і канчатковая форма вырабу з ліставога металу можа быць дасягнута толькі адным згінам.
5. Дугавы згін: для гэтага згінання існуе два спосабу. (a) Разлічыце вугал выгібу і памер па восі X кожнай прыступкі ў адпаведнасці з памерам дугі вырабу, выканайце шматступеннае згінанне і, нарэшце, сагніце дугу. Гэта самы рэнтабельны метад, але эфектыўнасць не высокая і гэта складана; (b) Дазвольце вытворцу наладзіць дугавую форму непасрэдна ў адпаведнасці з памерам дугі вырабу з ліставога металу. Гэты спосаб з'яўляецца больш эфектыўным, а таксама паляпшаецца якасць і знешні выгляд прадукту.
Гнуткая нержавеючая сталь:
Як высокатрывалы і ўстойлівы да карозіі металічны матэрыял, нержавеючая сталь шырока выкарыстоўваецца ў многіх галінах прамысловасці. Аднак пры выкарыстанні прэс-тармазу для згінання нержавеючай сталі часта ўзнікаюць некаторыя праблемы. Ніжэй прыведзены кароткі змест і адпаведныя рашэнні. Я спадзяюся, што гэта будзе вам карысна.
1. Паверхневыя драпіны
Нержавеючая сталь схільная з'яўленню драпін і ізаляцыі ў працэсе выгібу. Сярод асноўных прычын:
- Знос або няправільная канструкцыя свяцільні
- Празмернае трэнне паміж нарыхтоўкай і прыстасаваннем
- Пыл або іншародныя прадметы на паверхні нарыхтоўкі
- Прарэз формы занадта малы
Рашэнні:
- Рэгулярна правярайце і замяняйце свяцільні
- Аптымізацыя канструкцыі прыстасавання, каб паменшыць плошчу кантакту паміж нарыхтоўкай і прыстасаваннем
- Трымайце нарыхтоўку і паверхню формы ў чысціні і рэгулярна чысціце паверхню ад старонніх рэчываў
- Для вырабаў з высокімі патрабаваннямі рэкамендуецца выкарыстоўваць бесследную гнуткую форму або бясследную плёнку

2. Дэфармацыя матэрыялу, кут выгібу не адпавядае стандарту
Нержавеючая сталь схільная дэфармацыі ў працэсе выгібу. Сярод асноўных прычын:
- Няправільны разлік колькасці папярэдняга згінання
- Празмерная сіла адскоку самой нержавеючай сталі
- Няправільны выбар выемкі формы
Рашэнне:
- Дакладна разлічыце ціск папярэдняга выгібу ў адпаведнасці з характарыстыкамі ліставога металу
- Гібочны станок павінен быць абсталяваны функцыяй механічнай кампенсацыі, якая значна палепшыць прамалінейнасць і эстэтычнасць вырабу
- Спачатку прарэжце нержавеючую сталь, а потым сагніце яе, што значна палепшыць прамалінейнасць і эстэтычнасць вырабу, а таксама паменшыць страты гнуткавай машыны
Падводзячы вынік, пры выкарыстанні гнуткавага станка для апрацоўкі нержавеючай сталі неабходна ўлічваць мноства фактараў, такіх як уласцівасці матэрыялу, параметры працэсу, умовы абсталявання і г.д., і прымаць мэтанакіраваныя рашэнні для забеспячэння якасці апрацоўкі і эфектыўнасці вытворчасці.



